الحديد والفولاذ ( Iron and steel )
☰ جدول المحتويات
 |
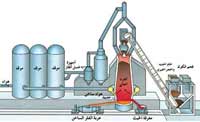
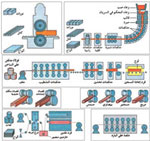
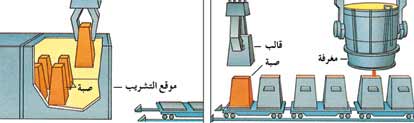
من خام الحديد إلى الفولاذ. يعمل صناع الفولاذ أشكالاً متعددة من الحديد والفولاذ. فهم، على سبيل المثال، يحولون كريات مركّزة من الخام إلى تماسيح حديد، تتم تنقيتها للحصول على فولاذ. |
 |
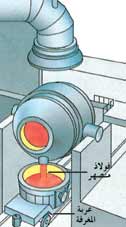
صب الحديد المنصهر في أفران تصنيع الفولاذ واحد من كثير من المشاهد المثيرة في مصانع الفولاذ. وتصل درجة حرارة الفلز السائل إلى حوالي 1500م. |
 |
صب الفولاذ في أشكال جامدة أولى خطوات تشكيله إلى منتجات مفيدة في الاستعمالات اليومية. وتنتج معظم معدات صب الجديلة الحديثة الفولاذ الجامد بصورة مستمرة، ويمثل الشكل أحد أمثلة عمليات الصب الحديثة. |
وتستخدم كلمة حديد للتعبير عن كل من عنصر الحديد وعدد من سبائك (خلائط) الحديد مع عدد من العناصر الفلزية. ويمثل الحديد واحدًا من أكثر العناصر الكيميائية المشهورة انتشارًا في القشرة الأرضية، لكنه لا يوجد في صورة مفردة نقية بل في صورة مركبات يطلق عليها خامات الحديد. كما أن بعض النيازك تحتوي أيضًا على الحديد. ويَستخدم الصناع سبائك الحديد في تصنيع وإنتاج كل ما يعرف باسم المنتجات الحديدية.
ويُنتج الفولاذ بتنقية الحديد وسبكه بالعناصر الفلزية المختلفة. ولهذا يُعد الحديد المادة الأولية لإنتاج الفولاذ، كما يمكن اعتبار الفولاذ صورة نقية من الحديد. ويشبه ذلك تمامًا كون البترول من نواتج تنقية (تكرير) الزيت، وذلك على الرغم من أن خواص واستخدامات الحديد والفولاذ تختلف بصورة كبيرة بدرجة اختلاف استخدام الزيت والبترول.
وخامات الحديد ترسبات معدنية أو صخرية تركز فيها الحديد أثناء تكوين القشرة الأرضية. ويقوم صناع الفولاذ بتكسير هذه الخامات ومعالجتها لإنتاج رُكازات الحديد التي تكون فيها درجة تركيز الحديد أعلى من درجة تركيزه في الخامات الأولية، ثم تحول المركزات الناتجة إلى فلز الحديد عن طريق تسخينها مع مواد أولية أخرى في أفران ضخمة. ويستخدم معظم فلز الحديد الناتج من عمليات الاستخلاص في صناعة الفولاذ، وإن كان يستخدم جزء قليل منه في تصنيع منتجات حديدية أخرى. ويقوم صناع الفولاذ بتحويل فلز الحديد إلى فولاذ سائل بعملية التنقية في أفران خاصة، حيث يسخن فيها أيضًا المنتجات الحديدية المعاد استخدامها وكذلك خردة الفولاذ. وبعد إنتاج الفولاذ السائل يتم تشكيله في أشكال مختلفة من الألواح والقضبان والأعمدة والأسياخ والأسلاك والأنابيب وأي شكل أخر من الأشكال المناسبة للاستعمال. وتقوم معظم المصانع الحديثة لإنتاج الفولاذ بإجراء مختلف خطوات صناعة الفولاذ بدءًا من صهر واختزال خامات الحديد إلى عمليات إنتاج الفولاذ، ثم عمليات التشكيل المختلفة للصور المفيدة للاستعمال.
بُدئ في استخدام الحديد منذ الأزمان الغابرة، ويُعتقد أن الناس قد استخدموه قبل الميلاد بحوالي أربعة آلاف سنة، وكانت بداية الاستعمال باستخدام حديد النيازك. وقد صُنِّع حديد النيازك في أشكال عدة منها التحف والأسلحة والعدَد والأدوات المنزلية. وعلى الرغم من البدايات المتقدمة لاستعمال الحديد، إلا أنه من غير المعروف على وجه التحديد أين ومتى بدأ استخلاص الحديد من خاماته. ويعتقد أن عمليات استخلاص الحديد قد بدأت ونمت، ثم تطورت في أماكن متفرقة من العالم بصورة مستقلة كل عن الأخرى، وبخاصة فيما يعرف الآن بمناطق الشرق الأوسط والصين والهند. ومنها انتشرت بسرعة بعد ذلك إلى مناطق مختلفة من العالم. وبحلول القرن العاشر قبل الميلاد ازدهرت صناعة الحديد كثيرا وأصبحت في متناول معظم الحضارات المعروفة في ذلك الوقت. أما صناعة الفولاذ فقد بدأت بكميات صغيرة ومحدودة وفي نوعية رديئة. واستمرت صناعة الفولاذ في هذه الفترة بهذه الصورة لعدم إمكان تصنيعه بأسعار مقبولة. ولم يكن إنتاجه متاحًا بكميات كبيرة إلا في نهاية القرن التاسع عشر الميلادي. ثم تطورت تقنية صناعة الفولاذ بسرعة كبيرة خلال نهاية النصف الثاني من القرن العشرين.
وفي الوقت الراهن يعد إنتاج الحديد والفولاذ واحدًا من أهم الصناعات حيوية في العالم. ويعمل في هذه الصناعات ملايين العمال في المصانع ووحدات الإنتاج في أنحاء العالم. وبالإضافة إلى العاملين في المصانع فهناك ملايين أخرى تعمل في إعداد وتصنيع الآلات، والمواد الخام، والطاقة اللازمة لشركات صناعة الحديد والفولاذ، أو في صناعة وتشكيل وإنتاج المنتجات الاستهلاكية من الحديد والفولاذ.
أنواع الحديد والفولاذ
المواد الفلزية المعروفة التي يطلق عليها الحديد والفولاذ هي في الواقع سبائك لعنصر الحديد. وبوجه عام فإن الفولاذ هو سبيكة من عنصري الحديد والكربون. ولا تزيد نسبة الكربون فيها على 2%. وتحتوي معظم أنواع الفولاذ في الغالب بالإضافة إلى الكربون، على كمية من عنصر المنجنيز، كما يحتوي عدد من سبائك الفولاذ أيضًا على عدد آخر من عناصر أخرى بجانب ما ذكر من عناصر. تعتمد خواص أي نوع من أنواع الحديد والفولاذ إلى حد بعيد على التركيب الكيميائي للسبيكة. ويمكن أن تتغير هذه الخواص بدرجة ملحوظة بإجراء عمليات التسخين والتشكيل.
وعلى الرغم من وجود آلاف من أنواع مختلفة من الحديد والفولاذ، إلا أنه يمكن تقسيم أنواع الحديد إلى المجموعات التالية: 1- حديد التمساح، 2- الحديد الزهر، 3- الحديد المليف (أو المطاوع). كما يمكن تقسيم الأنواع المختلفة من الفولاذ إلى أربع مجموعات: 1- الفولاذ الكربوني، 2- الفولاذ السبيكي، 3- الفولاذ غير القابل للصدأ، 4- فولاذ العددَ.
حديد التمساح:
هو الحديد الناتج من الفرن العالي. وتحتوي معظم أنواع حديد التمساح على 93% حديد، ومن 3% إلى 4%، كربون بالإضافة إلى كميات أقل من عناصر أخرى. وأصل مصطلح تماسيح الحديد يعود إلى الطريقة الأولى التي اتبعت في عمليات صب مصهور الحديد الناتج من الفرن العالي إلى منظومة من القوالب وضعت حول قناة مركزية.ولقد أطلق على القضبان الحديدية المتكونة داخل قالب الصب اسم التمساح. وفي الوقت الراهن يستخدم معظم خام حديد التمساح في حالته المنصهرة في صناعة الفولاذ، ولا يجري صبه في قوالب. ولكن كمية صغيرة منه فقط تصب كما كان يحدث في السابق، وذلك لتصنيع حديد الزهر أو الحديد المليف.
الحديد الزهر:
هو أي نوع من سبائك الحديد المحتوية على نسبة عالية من الكربون، حيث تتراوح نسبة الكربون فيه بين 2% و 4%، كما يحتوي على السليكون بنسب تتراوح بين 1% و 3%. ونظرًا لارتفاع نسبة الكربون في الحديد الزهر، فإنه لا يمكن تشكيله وهو في حالته الجامدة مهما كانت درجة الحرارة التي سيتم تسخينه إليها. ويشكل الحديد الزهر إلى الأشكال التجارية المفيدة بصب السبيكة المنصهرة في قوالب، ثم تترك حتى تتجمد. ومما يساعد على استخدام الحديد الزهر في العديد من التطبيقات ما يتميز به من: صلادة، وانخفاض تكلفة، ومقدرة عالية على امتصاص الصدمات. ولهذه الأسباب يعد الحديد الزهر مادة إنشاءات مفيدة ومهمة.الحديد المطاوع:
هو تقريبًا حديد نقي مخلوط مع مادة تشبه الزجاج. وعلى العكس من حديد الزهر فإن الحديد المطاوع قابل للطَّرْق، ولهذا يمكن طرقه إلى أشكال مختلفة. ويقاوم الحديد المطاوع التآكل (الصدأ) بصورة أفضل من مقاومة الحديد الزهر.ولقد كان الحديد المطاوع أحد صور المواد الحديدية التي استخدمت كثيرًا في الماضي لإنتاج الكثير من المنتجات التجارية التي يجري تصنيعها حاليًا من الفولاذ. وفي الوقت الراهن لا تنتج شركات الفولاذ إلا كميات صغيرة ومحدودة من الحديد المطاوع، ويستخدم معظمها في صناعة قضبان السكك الحديدية، والبوابات وبعض أعمال الديكور والزخرفة.
الفولاذ الكربوني:
يعد أكثر أنواع الفولاذ استخدامًا. وتعتمد خواص الفولاذ الكربوني اعتمادًا كليا على ما يحتويه من كربون. وتحتوي معظم أنواع الفولاذ الكربوني في الغالب على نسبة كربون أقل من 1%. ويصنع الفولاذ الكربوني في صور منتجات متعددة تشمل قضبان الإنشاءات وأجسام السيارات ومعدات المطابخ والعلب.الفولاذ السبيكي:
هو الفولاذ المحتوي على بعض الكربون، لكن خواصه تعتمد بصورة أساسية على العناصر الكيميائية الأخرى المضافة للسبيكة. ويعمل كل عنصر من العناصر المضافة على تحسين خاصية واحدة أو أكثر من خواص الفولاذ. وعلى سبيل المثال، فإن إضافة المنجنيز للفولاذ تزيد صلادته ومتانته ومقاومته للبلى. وتساعد إضافة النيكل على رفع المتانة وبخاصة للفولاذ المستخدم عند درجات الحرارة شديدة الانخفاض. ويعمل الموليبدنوم على رفع الصلادة وتحسين مقاومة الفولاذ للتآكل، بينما ترفع إضافة التنجستن من مقاومة الفولاذ للحرارة. وعلاوة على إضافة العناصر المذكورة إلى الفولاذ فهناك عناصر أخرى تضاف إليه وتشمل الألومنيوم والكروم والنحاس والسليكون والتيتانيوم والفاناديوم.الفولاذ غير القابل للصدأ:
يعد أفضل أنواع الفولاذ في مقاومة التآكل. ويعتبر الكروم العنصر الأساسي لسبيكة الفولاذ غير القابل للصدأ. وتحتوي جميع أنواع سبائك الفولاذ غير القابل للصدأ على 12% كروم على الأقل. وترتفع هذه النسبة لتصل في بعض السبائك إلى 30%. كما تحتوي أعداد كبيرة من سبائك الفولاذ غير القابل للصدأ أيضًا على عنصر النيكل. ويصنع من الفولاذ غير القابل للصدأ الكثير من الأدوات المنزلية مثل السكاكين والملاعق والأطباق والأوعية والقدور. كما تستخدم الأنواع المختلفة من الفولاذ غير القابل للصدأ في إنتاج الكثير من المنتجات المهمة الأخرى مثل أجزاء السيارات وأجهزة المستشفيات والشفرات الحادة.فولاذ العُدد:
أعلى جميع أنواع الفولاذ صلادة، فصلادته عالية جدًا. وهو يستخدم أساسًا في صناعة وإنتاج عِدَد تشكيل المواد الفلزية. ويصنع فولاذ العُدَد من خلال تلدين بعض الأنواع الخاصة من الفولاذ الكربوني أو الفولاذ السبيكي. وتُجرى عملية التلدين بتسخين الفولاذ إلى درجة حرارة عالية، ثم يبرَّد بعدئذ بسرعة.مصادر خام الحديد
يشير مصطلح خام الحديد في العادة، إلى صخر أو معدن يحتوي على كمية كافية من فلز الحديد تجعله مناسبًا لإجراء عملية التعدين. وفي بعض الأحيان، ربما يَحُول موقع ترسبات الحديد وبعض مواصفاتها دون استغلالها مصدرًا لخام الحديد. ولكن على الرغم من سوء الموقع وتدني درجة الحديد إلا أن تحسن كل من وسائل النقل وتطور تقنية التعدين، وكذا تحسين عمليات تهيئة الخام وتهذيبه، قد تؤدي في المستقبل إلى تحسن في خواص الترسبات الرديئة، وتحولها إلى ترسبات تجارية يمكن الاستفادة منها. ويمكن أن تؤدي زيادة الطلب على الحديد وارتفاع استهلاكه وتغيير سياسات الحكومات، وكذا التبدل في ظروف التجارة الدولية، إلى البدء في استخدام مناجم خام حديد جديدة لم تكن اقتصادية في السابق.
وتتوفر خامات الحديد ومصادره في العالم بكميات كبيرة، وذلك على الرغم من أن صناعة الفولاذ المستمرة تستهلك كميات ضخمة من مخزون هذه الخامات. ونتيجة لاستخدام خامات الحديد الغنية وقرب نفادها، فقد طورت شركات صناعة الفولاذ تقنيات صناعية حديثة حتى يمكن استخدام خامات الحديد الفقيرة.
أنواع خام الحديد:
يوجد الحديد في الطبيعة بصفة دائمة في صورة مركبات كيميائية، حيث يكون الحديد متحدًا مع عناصر أخرى، وبالذات عناصر الأكسجين والكربون والكبريت والسليكون. وتحتوي كثير من خامات الحديد على مركبات كيميائية مكونة من الحديد، وواحد أو أكثر من عناصر أخرى. وتشمل خامات الحديد الأساسية التي يستخلص منها الحديد: الهيماتيت والماجنيتيت والليمونيت والبيريت والسيدريت والتاكونيت.يعد كل من الهيماتيت والماجنيتيت أغنى خامات الحديد. وهما نوعان من أكاسيد الحديد، ويحتوي كل منهما على حوالي 70% حديد، ويوجد الهيماتيت في صورة بلورات لامعة أو صخور حبيبية أو مواد أرضية غير متماسكة. والهيماتيت يمكن أن يكون أسود اللون أو أحمر مشوبًا بالرمادي، أما الماجنيتيت فهو أسود اللون وذو خواص مغنطيسية.
وتصل نسبة الحديد في خام الليمونيت إلى حوالي 60%. وخام الليمونيت بُـنِّي مصفر وهو أكسيد الحديد المائي.
يتركب البيريت من 50% حديد و 50% كبريت. وهو ذو مظهر فلزي لامع ويشبه الذهب في مظهره الخارجي إلى حد بعيد.
والسيدريت مركب لونه بُـنِّي مشوب بالرمادي، يحتوي على حوالي 50% حديد إضافة إلى الكربون والأكسجين. وقد كان السيدريت في الماضي مصدرًا مهمًا للحديد في كل من النمسا وبريطانيا. وقد استهلكت كل من الدولتين احتياطيها من هذا الخام، ولم يبق منه أي مخزون.
والتاكونيت صخر صلد يحتوي على حوالي 30% حديد. ويوجد الحديد في هذا الخام في صورة بقيعات دقيقة من الماجنيتيت، وفي بعض الحالات يكون الحديد في صورة هيماتيت. ولقد أصبح التاكونيت من أهم ترسبات خام الحديد.
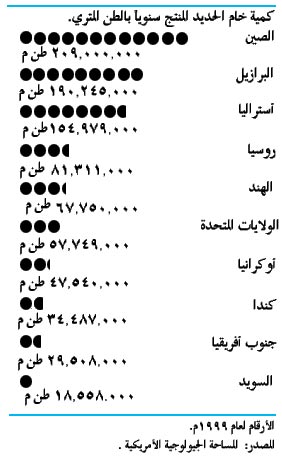 |
الدول الرائدة في تعدين خام الحديد |
ترسبات خام الحديد:
تكونت أضخم ترسبات خام الحديد في العالم نتيجة عمليات مختلفة بدأت منذ أكثر من بليوني سنة مضت. وبدأت عمليات تكوين الخام في بعض المناطق من الكرة الأرضية، ثم تحولت هذه المناطق بعدئذ إلى بحار سطحية ضحلة، حيث أخذت مركبات الحديد في الترسب تدريجيًا من ماء البحار إلى القاع. وفي قاع البحار ارتبط خام الحديد المترسب مع كل من الرمال وحبيبات دقيقة من مادة الغرين في صورة صخرية. وبعد ذلك أدت الزلازل الأرضية وتنقلات القشرة الأرضية إلى رفع الصخور المتكونة في قاع البحر إلى مستوى سطح البحر. وقد تكونت خامات الحديد ذات التركيزات العالية جدًا في بعض مناطق العالم، نتيجة تقاطر الماء خلال الصخور، حيث أذاب الماء المتساقط الكثير من رمال الصخور مخلفًا وراءه الخامات مرتفعة التركيز.وتكونت ترسبات أخرى من خامات الحديد بطرق مختلفة عن الطريقة السابقة الذكر. فعلى سبيل المثال، نتج عن انخفاض درجات حرارة الصخور البركانية ببطء، تكون ترسبات خام الحديد، كما حدث عند تكوُّن خامات الحديد في السويد، وبعض المناطق الأخرى من العالم. ويعتقد أيضًا أن وجود الكائنات الحية الدقيقة الموجودة في الماء، قد أدى إلى تكوين أكاسيد الحديد. ومن المعروف في الوقت الراهن حدوث ترسبات أكاسيد الحديد وتراكمها في المناطق السبخة والمناطق القريبة من الشواطئ.
وتقع معظم ترسبات الحديد ومناجمه في أمريكا الشمالية في منطقة البحيرات العظمى. وتوجد أغنى خامات الحديد في أمريكا الجنوبية في مقاطعة ميناس جيرليس في البرازيل، وكذلك في منطقة سيرو بوليفار في فنزويلا. والمنطقة بكاملها تكوينات من جبال من خام الحديد. وتوجد كميات ضخمة من خامات الحديد في حوض هامر سلي في غربي أستراليا، وأيضًا في جمهورية أوكرانيا. ويتوفر خام الحديد في الهند على حدود ولاية بيهار ـ أوريسا غربي كلكتا. وخامات الحديد في الصين من النوع ضعيف التركيز، وتوجد ترسبات الخام الأساسية في الجنوب الشرقي من البلاد. وعلى الرغم من أن الخام من النوع الرديء إلا أنه يمثل المصدر الأساسي للحديد في الصين. وتوجد ترسبات خام الحديد بكميات كبيرة أيضًا في عدد آخر من دول العالم ومنها جنوب إفريقيا.
تعدين ومعالجة خام الحديد
توجد طريقتان أساسيتان لتعدين خامات الحديد، التعدين المكشوف والتعدين تحت سطح الأرض. وبعد الحصول على خام الحديد بأي من طريقتي التعدين المذكورتين فلابد من تجهيزه وتحويله إلى صورة مناسبة لاستخلاص الحديد منه.
 |
المناجم المكشوفة في جنوبي مقاطعة أونتاريو بكندا. تستخدم المناجم المفتوحة لتعدين ترسبات الخام الواقعة بالقرب من سطح الأرض. |
التعدين المكشوف:
تستخدم هذه الطريقة للحصول على خام الحديد الواقع بالقرب من سطح الأرض. وفي البداية تقوم البلدوزرات (جرارات تسوية الأرض)، ومعدات أخرى، بإزالة الأتربة وأية صخور أخرى تغطي ترسبات الخام. ويطلق على المادة المزالة من على سطح الخام اسم الغطاء الصخري. ثم يقوم عمال المناجم بعد ذلك بتكسير كتل الخام مستخدمين المتفجرات. وعندئذ تدخل المجارف الضخمة القوية لغرف الخام وتعبئته في عربات نقل أو عربات سكك حديدية، حيث ينقل الخام إلى محطات معالجة الخام المركزية.يحصل على معظم خامات الحديد في العالم من المناجم المفتوحة (المكشوفة) القريبة من سطح الأرض. وتمتد أكبر مناجم الخام المفتوحة لعدة كيلو مترات، ويمكن أن يصل عمق الخام فيها إلى 150م.
التعدين تحت سطح الأرض:
(التعدين الباطن). في هذه الحالة تحفر الأنفاق خلال الترسبات، ويقوم عمال التعدين بالسير في الأنفاق لجمع الخام. ولتعدين خامات الحديد البعيدة جدًا عن سطح الأرض، يحفر في الصخور ممرٌّ رأسي بالقرب من الترسبات، ثم يحفر عمال المناجم أنفاقا أفقية من الممر الرأسي، عند مستويات أفقية مختلفة للوصول إلى ترسبات الخام. ويتم عندئذ نقل الخام خلال الأنفاق الأفقية إلى الممرات الرأسية، إما على سيور متحركة أو في عربات سكك حديدية خاصة، حيث ينقل الخام بعدئذ عبر الممر الرأسي إلى سطح الأرض في دلو أو قادوس، ومن ثم يشحن في السفن إلى جهات مختلفة للمعالجة والاستخلاص أو تجرى عليه عمليات المعالجة والتهذيب بجانب المنجم.وتكلفة استخراج خامات الحديد من تحت سطح الأرض أعلى بكثير من تكلفة استخراجه من المناجم السطحية، كما أن مخاطر التعدين تحت سطح الأرض عالية مقارنة بتعدين الخام من فوق سطح الأرض. وتستخدم طريقة تعدين الخام من تحت سطح الأرض بصورة نادرة في الوقت الحاضر، فيما عدا استخراج الخامات شديدة التركيز، أو للحصول على خامات الحديد الواقعة بالقرب من مراكز تصنيع الفولاذ. ويقوم عمال المناجم بالنزول تحت سطح الأرض وذلك للحصول على خامات الحديد من جبل ما. وهم يصلون إلى تلك الترسبات بحفر أنفاق أفقية على جوانب الجبل، وتنتج طريقة التعدين المذكورة كميات كبيرة من خام الحديد من الجبال كما في غربي أستراليا.
 |
معالجة خام الحديد |
المعالجة:
تحتاج خامات الحديد الغنية عالية التركيز فقط إلى عمليات تكسير ونخل وغسيل وذلك لإزالة الحبيبات الدقيقة التي يصعب استغلالها مباشرة. ويأتي معظم الإنتاج العالمي من خامات الحديد في الوقت الحالي أساسًا من التاكونيت وبعض الخامات الأخرى، وتتطلب كثيرًا من التهيئة والتجهيز لرفع تركيز الحديد فيها. وأهم العمليات التي تجري في هذه الحالة هي تكسير الخام حتى يمكن بسهولة فصل الحبيبات الغنية بالخام عن الرمال والصخور عديمة القيمة. ويطلق على الخام الغني الناتج من التهيئة اسم الركازة أما المواد المتخلفة عن عمليات التهيئة، وهي المواد عديمة القيمة، فتعرف باسم نفاية الخام.ولا بد من تكسير التاكونيت وطحنه وذلك لتحرير بلورات أكاسيد الحديد من المواد الأخرى المحيطة به. وتكسر كتل التاكونيت الضخمة إلى مسحوق دقيق وذلك بتقليب الخام مع قضبان أو كريات فولاذية ضخمة في براميل دوارة. وتلي عمليات الكسر والطحن عمليات الفصل المغنطيسي، حيث تستخدم مغنطيسات قوية تفصل حبيبات الماجنتيت عن بقية المسحوق. وعندما يحتوي التاكونيت على الهيماتيت، وهو غير مغنطيسي، فلابد من وضع مسحوق الخام في غرف محتوية على مخاليط سائلة حيث تظل حبيبات النفايات في صورة عالقة في السائل بينما الحبيبات المحتوية على الحديد تستقر في قاع الأحواض نظرًا لارتفاع كثافتها. وتزال رُكازات أكاسيد الحديد من غرف المعالجة ثم تجفف.
ولابد من تحويل أكسيد الحديد المستخلص من التكوين، إلى هيئة مناسبة لشحنه واستخدامه لإنتاج الحديد. وأكثر الطرق استعمالاً ترطيب الركازة وخلطه مع الطَّفل، ويتم ذلك في أسطوانات دوارة لتكوين كريات صغيرة من الركازة، ويتراوح قطر الكريات الناتجة من 1,2 إلى 5,2سم. ويلي تكوين الكريات عمليات التجفيف، حيث يصبح الناتج في صورة صلدة متينة يصعب كسرها أثناء النقل.
وينتج من عمليات تهيئة التاكونيت طنان متريان من الشوائب أو المخلفات مقابل طن متري واحد من كريات أكسيد الحديد. ولهذا السبب تتم معالجة خامات الحديد بالقرب من المناجم، وذلك لتوفير تكلفة نقل كميات ضخمة من مواد النفايات والشوائب.
كيف يُصنّع الحديد
لتحويل خام الحديد إلى فلز الحديد، لابد من إزالة الأكسجين من الخام. وتتطلب هذه العملية حرارة وعوامل اختزال. وعامل الاختزال مادة يمكنها الاتحاد مع الأكسجين الذي ينطلق من أكسيد الحديد أثناء عملية التصنيع.
ويصنع الحديد إما بطريقة الفرن العالي أو بطريقة الاختزال المباشر. وفي طريقة الفرن العالي يتفاعل خام الحديد مع عامل الاختزال عند درجات الحرارة العالية، حيث ينتج الحديد عندئذ في صورة منصهرة. وفي طريقة الاختزال المباشر يكون الحديد المنتج في صورة جامدة لأن درجة الحرارة أثناء الاختزال تظل أقل من درجة حرارة انصهار الحديد.
المواد الخام:
يدخل في استخلاص الحديد وإنتاجه الكثير من المواد الأولية الأخرى بجانب خام الحديد، وأهم هذه المواد هي عوامل الاختزال. والعامل المختزل المستخدم في أسلوب الاختزال المباشر هو الفحم أو الغاز الطبيعي. أما في طريقة الإنتاج بالفرن العالي فإن الكوك يكون هو عامل الاختزال. والكوك مادة صلدة تحتوي على 90% من الكربون. ويصنع الكوك في مصانع خاصة به أو في وحدات التكويك بداخل مصنع الحديد والفولاذ. ويصنع الكوك بتسخين الفحم الحجري بمعزل عن الهواء في أفران. وتطرد الحرارةُ الغازات والقار من الفحم الحجري مُخلِّفة وراءها الكوك.يعد الحجر الجيري المادة الأولية الثانية في الأهمية في عملية استخلاص الحديد في الفرن العالي. وتساعد إضافة الحجر الجيري في إزالة الشوائب من خام الحديد. وفي الغالب لا تنصهر كثير من الشوائب الموجودة مع خام الحديد عند درجات حرارة منخفضة قريبة من درجة حرارة انصهار الحديد. ولكن عند خلط الحجر الجيري مع خامات الحديد فإنه يعمل صهورًا ؛ أي يتحد مع الشوائب مسببًا انصهارها في درجة حرارة منخفضة. ويطلق على الشوائب المتكونة من هذا الاتحاد ؛ أي التي تطفو على سطح مصهور الحديد، اسم الخبث.
يحتاج الفرن العالي أيضًا إلى كميات ضخمة من الهواء والماء. ويعمل الهواء على حرق الكوك، بينما يقوم الماء بتبريد الفرن وتنظيف فاقد الغازات الناتجة عن عملية تصنيع الحديد، والمتصاعدة من الفرن إلى الجو الخارجي.
 |
كيف يعمل الفرن العالي؟ |
تشغيل الفرن العالي:
الفرن العالي أسطوانة رأسية ضخمة مصنوعة من الفولاذ ومبطنة بالطوب الحراري (طوب مقاوم للحرارة). ويبلغ ارتفاع بعض الأفران العالية حوالي 30م أو أكثر، ويكون قطرها في حدود تسعة أمتار عند القاعدة. ويوجد عند قمة الفرن معدات لشحن المواد الخام الأولية إلى الفرن، ولاسترجاع عادم الغازات وتنظيفها. وتعمل الأفران العالية بصفة مستمرة حتى يتآكل طوب البطانة الحرارية تمامًا وينتهي. ويمكن لبعض الأفران أن تعمل لمدة عامين قبل توقفها لإجراء عمليات الصيانة.ويعود أصل مصطلح الفرن العالي إلى الارتفاع الكبير في درجة حرارة الهواء الساخن المندفع الذي يتم نفخه من أسفل الفرن إلى أعلاه بصفة مستمرة. ويسخن تيار الهواء في موقدين ضخمين أو أكثر، ويبلغ ارتفاع كل موقد حوالي 38م. وينفخ الهواء في الموقد حتى ترتفع درجة حرارته، ومن المواقد يمرر الهواء الساخن إلى الفرن. ويدخل تيار الهواء الساخن إلى الفرن خلال أنابيب موزعة على جوانب الفرن. يطلق عليها اسم الودنات. وتتراوح درجة حرارة تيار الهواء أثناء دفعه إلى الفرن بين 760°م و1150°م. وبينما يدفع الهواء الجوي إلى أحد المواقد لرفع درجة حرارة الهواء، يجري تسخين الموقد أو المواقد الأخرى بدفع عادم الغازات الساخنة الناتجة من الفرن العالي خلالها.
ويقوم العمال بتحميل خام الحديد والكوك والفحم الحجري إلى قمة الفرن العالي. ويطلق على المواد الداخلة إلى الفرن العالي اسم الشحنة، وتعرف عملية التحميل نفسها باسم التغذية أو الشحن. وتحمل الشحنة إلى قمة الفرن في مركبات مفتوحة. وتتحرك هذه المركبات لأعلى ولأسفل على مدارج أو معابر منحدرة يطلق عليها مرفاع قادوس. وعند قاعدة المعبر المنحدر تملأ عربات القادوس بكميات موزونة، وبنسب محددة بدقة من خام الحديد والكوك والحجر الجيري. وعند قمة المعبر تفرغ عربة القادوس شحنتها في الفرن.
وعندما تأخذ الشحنة طريقها من قمة الفرن إلى أسفله فإنها تتلامس في تلك الأثناء مع تيار الهواء الساخن المدفوع من أسفل الفرن المتصاعد إلى أعلى. ويؤدي تيار الهواء الساخن إلى حرق الكوك من خلال اتحاده السريع مع أكسجين الهواء مولدًا أول أكسيد الكربون. ويعمل أول أكسيد الكربون الناتج كعامل اختزال حيث يزيل الأكسجين من خام الحديد. وينتج أيضًا من حرق الكوك حرارة شديدة هي المسؤولة عن صهر الحديد. وتزيد درجة حرارة قاع الفرن على 1,600°م، ويطلق على هذه المنطقة اسـم المجمـرة أو البـوتقـة. ويكوِّن الحديد المنصهـر السائل بحيرة يتراوح عمقها بين 2,1م و 5,1م. وتطفو أعلى بحيرة فلز الحديد المنصهر طبقة من الخبث المنصهر، بينما تتصاعد الغازات العادمة إلى قمة الفرن. وتمرر المخلفات الغازية المتصاعدة من قمة الفرن خلال معدات لتنظيف الغاز تعرف باسم أجهزة غسل الغاز. وفيه تنظف الغازات من أية أتربة أو شوائب لتنطلق بعدئذ في صورة نظيفة، حيث يتم بعدئذ حرقها في المواقد لتسخينها.
يصب الحديد المنصهر الناتج من عمليات الاختزال كل أربع أو خمس ساعات. ولإتمام ذلك يقوم العمال بحرق سدادة موجودة في جانب الفرن معروفة باسم ثلمة الحديد. وبمجرد فتح الثلمة يندفع في هذه اللحظات سيل الحديد المنصهر الساخن الأبيض اللون خلال الثلمات ويتدفق إلى عربة الفلز الساخن. وتبلغ سعة كل عربة حوالي 135طنًا متريًا من الحديد المنصهر.
يفرغ الخبث أيضًا بصورة دورية، لكن عدد مرات تفريغه اليومية أكثر من عدد صبات الحديد. ويزال الخبث خلال ثلمة الخبث، التي تقع في مستوى أعلى من ثلمة الحديد. وينساب الخبث إلى مَغْرَفة الخبث، وهي وعاء مثبت فوق عربة سكة حديدية. ويستخدم جزء من الخبث المنتج في صناعة الإسمنت وبعض المنتجات الأخرى، ولكن يتخلص من معظم الخبث في صورة نفايات جامدة.
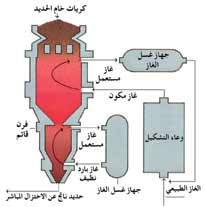 |
الاختزال المباشر ينتج حديدا صلبا، وفي النظام الموضح أعلاه يحول معيد التشكيل الغاز الطبيعي إلى هيدروجين وأول أكسيد الكربون. وتزيل هذه الغازات الأكسجين من الخام الساخن في فرن الاختزال ومحوِّلة الخام إلى فلز الحديد. وتدور الغازات الباردة في الجزء السفلي من الفرن وتُبرد الحديد. |
الاختزال المباشر:
في هذه الطريقة يختزل أكسيد الحديد إلى حديد، ولكنه ينتج في صورة صلبة. ويطلق على الناتج اسم الحديد المختزل بالأسلوب المباشر. وتوجد عدة أساليب مختلفة للاختزال المباشر، وإن كانت جميع الأساليب والطرق الأساسية تقوم على استخدام الغاز الطبيعي في إنتاج غازات الاختزال. وفي جميع عمليات الاختزال المباشر يتم التفاعل بين خام الحديد والغازات المختزلة في أفران كبيرة.تعد طريقة الاختزال المباشر الطريقة الأساسية لإنتاج الحديد في كل من المكسيك وفنزويلا وبعض دول العالم الأخرى التي تمتلك مخزونًا واحتياطيًا ضخمًا من الغاز الطبيعي بسعر منخفض. ولا يمكن التوسع في طريقة الاختزال المباشر وانتشارها في أماكن أخرى من العالم، ما لم يتمكن صناع الحديد من استخدام غازات الفحم بديلاً للغازات المختزلة من الغاز الطبيعي. ويتم في الوقت الحالي دراسة وتطوير عدة أساليب لاستخدام غاز الفحم في الاختزال المباشر لخام الحديد لكي تنتشر هذه الطريقة.
ويمتاز أسلوب الاختزال المباشر لإنتاج الحديد، بسهولة وسرعة بناء الأفران اللازمة للإنتاج. كما أن الأفران أقل تكلفة مقارنة بتكلفة إنشاء الفرن العالي وأفران الكوك. ومن المميزات الأخرى لأسلوب الاختزال المباشر أن تلوث البيئة الناتج عنها أقل بكثير من التلوث الناتج عن الأفران العالية أو عن أفران الكوك. وتعد أفران الكوك المصدر الأساسي للتلوث البيئي الناتج عن صناعة الحديد. وعلى الرغم من المميزات العديدة لأسلوب الاختزال المباشر في تصنيع الحديد، إلا أنه لا يزيل الشوائب من خام الحديد بكفاءة إزالتها عند استخدام الفرن العالي، حيث تطفو الشوائب بمفردها في صورة خبث عند تصنيع الحديد في الفرن العالي وذلك أعلى سطح بحيرة الحديد المنصهر. ونتيجة لعدم إزالة الشوائب بصورة جيدة من الحديد الصلب الناتج من الاختزال المباشر، فلابد من فصله بالمناخل ثم تنظيفه بالفصل المغنطيسي قبل شحنه إلى أفران الفولاذ.
تصنيع منتجات الحديد:
يستخدم أكثر من 90% من الحديد المنتج من الأفران العالية في تصنيع الفولاذ وإنتاجه. والكمية الباقية يتم صبها في شكل حديد تماسيح (كتل) ينقل إلى وحدات المسابك لإنتاج كل من الحديد الزهر والحديد المطاوع.تماسيح الحديد المصبوبة. تتكون آلة صب تماسيح الحديد من سَيْرَي نقل متحركين يحملان قوالب صب ضحلة أو سطحية. ويصب العمال الحديد المنصهر من وعاء الصب أو من عربات الفلز الساخن إلى قناة ينساب فيها الفلز الساخن متجهًا إلى قوالب الصب. ويبرد الحديد في القوالب بتبريد القوالب بالماء. وعندما تصل قوالب الصب إلى نهاية السير المتحرك يكون الحديد قد تجمد في شكل كتل مصبوبة يصل وزن كل منها إلى حوالي 18كجم.
إنتاج الحديد الزهر. يصنع الحديد الزهر في المسابك بصهر تماسيح الحديد في فرن يعرف باسم الكوبولا ومعالجتها إلى أنواع مختلفة من الحديد الزهر. ولكل نوع من أنواع الحديد الزهر المنتج تركيب كيميائي خاص به، كما تختلف خواص الأنواع المختلفة بعضها عن بعض. ويسبك حديد الزهر في قوالب مختلفة للحصول على المنتجات المختلفة مثل الأنابيب ولقم المكنات وصنابير إطفاء الحرائق.
تصنيع الحديد المطاوع. لإنتاج الحديد المطاوع من تماسيح الحديد، يصهر العمال تماسيح الحديد عالية النوعية لإزالة معظم الشوائب منها. ويصب العمال الحديد المنصهر على كتل من الرمل الزجاجي المنصهر يطلق عليها خبث السليكات. ويكوِّن مصهور الحديد مع السليكات كريات شبه إسفنجية. وتوضع الكريات الناتجة في مكابس حيث تعصر الكمية الزائدة من الخبث مخلفة وراءها كتلا من الحديد المطاوع يطلق عليها النورات. وتشكل نورات الحديد المطاوع إلى الصور المختلفة من المنتجات بأساليب تشكيل نورات الفولاذ نفسها، ولمزيد من المعلومات عن عمليات التشكيل ★ تَصَفح: تشكيل الفولاذ وتشطيبه في هذه المقالة.
طرق تصنيع الفولاذ
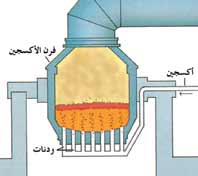 |
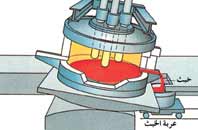
أسلوب نافورة الأكسجين القاعدية صورة من طريقة الأكسجين القاعدية. ولا يوجد في نافورة الأكسجين القاعدية أنبوب أكسجين رأسي لإدخال الأكسجين. ولكن يدخل الأكسجين خلال ودنات (أنابيب) عند قاع الفرن. ويصنع في هذه الطريقة فولاذ بمعدل أسرع من طريقة الأكسجين القاعدية. |
ويصنع الفولاذ بثلاثة أساليب أساسية: 1- أسلوب الأكسجين القاعدي، 2- أسلوب الأفران الكهربائية، 3- أسلوب فرن المجمرة المكشوفة. وفي كل واحد من هذه الأساليب الثلاثة تشحن المواد الأولية في الفرن، حيث تتم التفاعلات الضرورية لإنتاج دفعة من الفولاذ النقي. ويختلف معدل الإنتاج بصورة كبيرة بين الأساليب الثلاثة المذكورة. وينتج فرن الأكسجين القاعدي دفعة من الفولاذ كل خمس وأربعين دقيقة. أما في الفرن الكهربائي فيحتاج إلى أربع ساعات، بينما تستغرق العملية في فرن المجمرة المكشوفة حوالي ثماني ساعات. وتتراوح سعة أفران تصنيع الفولاذ بين 45طنًا متريًا ومايزيد على 450طنًا متريًا.
وتتصل أفران تصنيع الفولاذ بلوحات تحكم رقمية ومحددات قياس مختلفة وأجهزة بيان أخرى. ويستخدم العاملون هذه المعدات لضبط درجة الحرارة والضغط والظروف الأخرى المحيطة بداخل الأفران. كما يقوم العمال أيضًا بأخذ عينات من الفولاذ المنصهر من داخل الفرن في مراحل مختلفة لتحليلها والتأكد من تركيب الفولاذ. ويلحق بكل مصنع لإنتاج الفولاذ معمل مجهز بمعدات مختلفة مثل المنظار الطيفي والمجهر الإلكتروني، وذلك لتحليل العينات والتأكد من تركيبها.
أسلوب الأكسجين القاعدي:
ينتج الفولاذ في هذه الحالة بدفع الأكسجين تحت ضغط عال خلال مصهور الحديد والخردة. وقد تزايدت مع مرور الوقت أهمية هذه الطريقة منذ أن بدأت في النمسا في بداية الخمسينيات من القرن العشرين. وفي واقع الأمر حلَّ أسلوب الأكسجين القاعدي إلى حد بعيد محل الأساليب القديمة في إنتاج الفولاذ. وهو ينتج الآن حوالي 60% من مجموع الإنتاج العالمي من الفولاذ.والفرن المستعمل في أسلوب الأكسجين القاعدي لإنتاج الفولاذ وعاء كمثري الشكل مصنوع من الفولاذ، له فتحة عند القمة ومبطن بالطوب الحراري. ويثبت الفرن على مرتكز دوران حول محور أفقي (محور ارتكاز)، وبهذا يمكن إمالته لإجراء عمليات الشحن أو التفريغ بعد المعالجة. وتعمل أفران الأكسجين القاعدية عامة في صورة زوجية، أحدهما يصنع الفولاذ بينما يكون الثاني في مرحلة الشحن.
تتكون شحنة فرن الأكسجين القاعدي من ثلاثة أجزاء من الحديد المنصهر وجزء من خردة الفولاذ. وبعد إمالة الفرن وشحنه بالخردة يقوم العمال بإضافة ملء مغرفة من الحديد المنصهر، ثم يعاد الفرن إلى وضعه الرأسي. وعندئذ يقوم العمال بتقريب أنبوب الأكسجين النقي في الفرن ليمر خلال الشحنة. وتصل كمية الأكسجين المدفوع في الأنبوب إلى حوالي 850م3 في الدقيقة. ويتخلل الأكسجين المدفوع الشحنة المنصهرة حيث يتفاعل بسرعة مع الحديد والشوائب. وتؤدي هذه التفاعلات إلى توليد كمية كافية من الحرارة لإتمام عملية التنقية. وبعد انتهاء التنقية تضاف عندئذ مادة تساعد على صهر المعادن حيث يتكون الخبث سريعًا.
ويتحد الأكسجين المندفع باستمرار مع الكربون والشوائب الأخرى محولاً شحنة الحديد والخردة إلى فولاذ. وتتصاعد المخلفات الغازية خلال قلنسوة الدخان الموضوعة أعلى الفرن. وعندئذ تتم إمالة فرن الأكسجين القاعدي لصب مصهور الفولاذ من فتحة بالقرب من القمة. وينساب الفولاذ المنصهر إلى عربة المغرفة، ويضيف إليه العمال في هذه اللحظات مواد العناصر السبائكية.
وخلال السبعينيات من القرن العشرين بدأ بعض صناع الفولاذ طريقة حديثة مطورة لأسلوب الأكسجين القاعدي. وفي هذه الطريقة يتم نفخ الأكسجين خلال قصبات في قاعدة الفرن. وقد بدأت هذه الطريقة في أوروبا ثم طورت بعد ذلك بصورة تجارية في الولايات المتحدة الأمريكية. ويشير اسم هذه الطريقة إلى كيفية دخول الأكسجين إلى الشحنة وأثره فيها ويظهرها كأنها نافورة. وتضاف المواد المصهورة للشحنة في هذه الحالة، في صورة مسحوق ناعم يدفع مع الأكسجين الداخل إلى الشحنة. وليست هناك حاجة في وحدات نافورة الأكسجين القاعدية إلى أنبوب الأكسجين الرأسي. ولهذا يمكن وضع هذه الأفران في عنابر غير مرتفعة السقف مقارنة بعنابر أفران الأكسجين القاعدية. ومعدل إنتاج الفولاذ بطريقة نافورة الأكسجين القاعدية الحديثة أعلى بكثير من معدل إنتاج طريقة الأكسجين القاعدية.
وينتج كل من الأسلوبيْن: أُسلوب الأكسجين القاعدي وأُسلوب نافورة الأكسجين القاعدية، فولاذًا ذا تكلفة منخفضة، ويرجع ذلك إلى أن كلا الأسلوبيْن لايتطلبان طاقة كهربائية، ولا يستخدمان وقودًا زيتيًا لإنتاج الحرارة، مع ارتفاع إنتاجية الفولاذ في كلا الأسلوبيْن. وإضافة إلى ما ذكر فإن محتوى النيتروجين في الفولاذ المنتج منهما، منخفض. ووجود النيتروجين في الفولاذ ذو آثار سيئة على متانة بعض أنواع الفولاذ. وعلى الرغم من المميزات الكثيرة لأسلوبيْ تصنيع الفولاذ: أسلوب الأكسجين القاعدي، وأسلوب نافورة الأكسجين القاعدية، إلا أنه يعيبهما عدم إمكانية التحكم بدقة في التركيب الكيميائي للفولاذ المنتج كما في الأساليب الأخرى لإنتاج الفولاذ، كما أن كمية الخردة المستخدمة في كلا الأسلوبيْن محدودة.
| تصنيع الفولاذ بأسلوب الأكسجين القاعدي | |||||||||
| ينتج الفولاذ في هذه العملية بدفع الأكسجين عند ضغط عال في مصهور الحديد والخردة. ويتحد الأكسجين مع الكربون والشوائب الأخرى محولاً الشحنة إلى فولاذ. وينتج من تفاعل الأكسجين مع الشحنة الحرارة اللازمة لعملية التنقية | |||||||||
|


أسلوب الفرن الكهربائي:
يستخدم في هذا الأسلوب التيار الكهربائي لإنتاج الحرارة اللازمة لصناعة الفولاذ. وتتوفر عدة أنواع مختلفة من الأفران الكهربائية، ولكن أكثر الأنواع استخدامًا هو فرن القوس الكهربائي. وفي بداية التسعينيات من القرن العشرين حلت أفران القوس الكهربائي إلى حد بعيد محل أفران النظم القديمة التي كانت تستخدم لإنتاج الفولاذ، في الدول المتقدمة في إنتاج وتصنيع الفولاذ. وهناك زيادة مطردة في استخدام أفران القوس الكهربائي في العديد من مصانع الفولاذ ؛ لكفاءتها العالية في إنتاج الفولاذ، إضافة إلى انخفاض تكلفة بناء أفرانها، مقارنة بأفران الأكسجين القاعدية أو أفران المجمرة المكشوفة.يتكون فرن القوس الكهربائي من أسطوانة فولاذية ضحلة مبطنة بالطوب الحراري. وتوجد في سقف الفرن ثلاث فتحات يمرر فيها ثلاثة قضبان من الكربون يطلق عليها الأقطاب. ويتقوس (يقفز) تيار كهربائي قوي من كل قطب إلى مادة الشحنة ومنها إلى القطب الآخر. وينتج عن هذه الأقواس الكهربائية كميات ضخمة من الحرارة التي يمكنها صهر الشحنة بسرعة، كما تساعد الحرارة العالية في حدوث التفاعلات الكيميائية، لتنتج في النهاية كميات كبيرة من الفولاذ.
وتتكون شحنة فرن القوس الكهربائي أساسًا من خردة الفولاذ ومواد سبائكية، ونادرًا ما يعتمد إنتاج الفولاذ في هذه الطريقة على حديد التمساح، ولكن يمكن استخدام الحديد المنتج بطريقة الاختزال المباشر بقدر ما تسمح به ظروف تَوفره بأسعار اقتصادية. ويتم شحن فرن القوس الكهربائي برفع غطاء الفرن وتحريكه جانبًا، وبعد صهر الشحنة تضاف كل من العوامل المصهورة والمواد السبائكية خلال باب الشحن الموجود على أحد جوانب الفرن. وتقام أفران القوس الكهربائي على أرجل سهلة التأرجح، وبهذا يمكن إمالته لصب الخبث من باب الشحن. وبعد انتهاء عملية التصنيع وإزالة الخبث، يمال الفرن في الاتجاه المعاكس حيث يُصَبُّ الفولاذ المنصهر من فتحة الصب.
وتعد أفران القوس الكهربائي أسلوبًا مثاليًا لصناعة بعض أنواع الفولاذ السبائكي الخاصة وفولاذ العُدد. وتتطلب الأنواع الخاصة من الفولاذ السبائكي إضافة عناصر سبائكية تتحد بسهولة مع الأكسجين، ومن أمثلتها الكروم والفاناديوم. وتتأكسد هذه العناصر بسهولة وبسرعة في أفران المجمرة المكشوفة وفي أفران الأكسجين القاعدية، وهكذا تفقد العناصر السبائكية الهامة غالية الثمن مع الخبث. ولكن على العكس من ذلك لا تتأكسد هذه العناصر في فرن القوس الكهربائي لاحتواء الخبث على كمية صغيرة من الأكسجين.
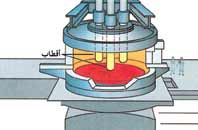
| تصنيع الفولاذ بأسلوب الفرن الكهربائي | ||||||||||||
| تمثل هذه الأشكال التوضيحية كيفية صنع الفولاذ في فرن القوس الكهربائي، وهو أكثر أساليب الأفران الكهربائية استخدامًا لإنتاج الفولاذ. ويوجد بسقف فرن القوس الكهربائي ثقوب يتم فيها وضع ثلاثة قضبان من الكربون معروفة باسم الأقطاب توضع في الشحنة لتوصيل التيار الكهربائي إليها. | ||||||||||||
|


 |
تصنيع الفولاذ بأسلوب المجمرة المكشوفة. |
فرن المجمرة المكشوفة:
اكتسبت هذه الطريقة اسم المجمرة المكشوفة لأن مجمرة هذا الفرن مفتوحة ومُعرَّضة مباشرة للّهب الذي يصهر الشحنة. ويُبطن الفرن بالطوب الحراري وتغطى المجمرة بسقف منخفض في صورة قبو. ويبلغ طول فرن المجمرة المكشوفة حوالي 27م بينما يبلغ عرضه تسعة أمتار. وتوجد في مصانع الفولاذ التي تستخدم أفران المجمرة المكشوفة عادة، عدة أفران متلاصقة معًا حيث تلاصق نهاية الفرن الأول بداية الفرن التالي في مبنى واحد. ويشحن العمال أفران المجمرة المكشوفة من أبواب موجودة على أحد الجوانب، بينما يصب الفولاذ من الجهة المقابلة عند الطابق الأسفل.ويوجد في كل طرف من أطراف فرن المجمرة المكشوفة حارق للوقود وغرفة يطلق عليها غرفة المضلعات. وتحتوي هذه الحجرات على رصّات من الطوب الحراري منسقة في نمط مضلع. ووجود هذه التضليعات هو الذي يمد الفرن بالعديد من المسارات التي يمكن للهواء والغازات الفاقدة أن تنساب خلالها. وبينما يحترق الموقد عند أحد الأطراف فإن غازات العادم تسحب خلال غرفة المضلعات في الطرف الآخر. وهكذا فإن غازات العادم الساخنة ترفع درجة حرارة غرفة المضلعات أثناء مرورها في الفرن. وينطفئ الموقد في الفرن بصفة أتوماتيكية كل خمس عشرة دقيقة، ومع انطفائه ينعكس اتجاه سريان الغازات في الفرن. ولهذا يسخن الهواء في طريقه إلى المجمرة أثناء مروره بحجرة المضلعات الساخنة. وتحتوي معظم أفران المجمرة المكشوفة أيضًا على رمح للأكسجين في سقف الفرن، حيث يضغط الأكسجين النقي المطلوب للفرن خلال هذا الرمح، ويساعد ذلك على رفع درجة حرارة الشحنة والإسراع في عملية الصهر.
ويمكن لأفران المجمرة المكشوفة صهر حديد التمساح والخردة بنسب مختلفة، لكن معظم مصانع الفولاذ تستخدم نسبًا متساويةً من كل من حديد التمساح والخردة. وفي البداية تقوم آلة شحن بتعبئة الحجر الجيري وخردة الفولاذ في الفرن، وبعد انصهارهما يصب الحديد التمساح المنصهر في الفرن. وباستمرار عملية التسخين يتفاعل معظم الكربون في الحديد مع الأكسجين. مكونًا غاز أول أكسيد الكربون، كما تتأكسد أيضًا الشوائب الأخرى في الشحنة مكونة الخبث. وتؤخذ عينات من الفولاذ المنصهر في فترات مختلفة من مرحلة التصنيع لتحليلها والتعرف على تركيب الفولاذ في المراحل المختلفة. كما يساعد التحليل في تقرير مدى الحاجة لإضافة مواد أخرى للحصول على فولاذ ذي تركيب معين.
ولصب الفولاذ يقوم العمال بتحطيم محبس السدادة مستخدمين في ذلك كمية صغيرة من المتفجرات، حيث ينساب عندئذ الفولاذ إلى مغرفة صب كبيرة. ويمكن في هذه اللحظات إضافة العناصر السبائكية أو عناصر إزالة الأكسجين من الفولاذ. وعند ظهور الخبث فإنه يفيض من جوانب مغرفة الصب إلى وعاء أصغر يطلق عليه كشتبان الخبث.
وتستخدم طريقة فرن المجمرة المكشوفة وقودًا زيتيًا مكلفًا، كما أن معدل إنتاج الفولاذ فيها أقل بكثير من معدل الإنتاج في الطرق الأخرى، بالإضافة إلى أن هذه الطريقة تولد أحجامًا ضخمة من المخلفات الغازية التي يجب تنظيفها قبل انطلاقها إلى الأجواء المحيطة، للتحكم في تلوث الهواء. ولهذه الأسباب مجتمعة فقد تدنى استخدام طريقة المجمرة المكشوفة في إنتاج الفولاذ، منذ منتصف القرن العشرين الميلادي، بينما كانت في فترة من الفترات هي الطريقة الأساسية لإنتاج الفولاذ.
أساليب خاصة لعمليات التنقية. يتطلب الفولاذ المصبوب من أفران التصنيع أحيانًا عمليات إضافية من التقنية والمعالجة، وقد يتطلب أيضًا عملية تسبيك. ويمكن في أبسط الحالات إزالة الأكسجين الزائد من الفولاذ المنصهر في مغرفة النقل بإضافة عناصر السليكون أو المنجنيز أو الألومنيوم. ولكن في بعض الحالات يتطلب الأمر عمليات خاصة قد تكون أكثر تعقيدًا. وفي هذه الحالات يتم نقل الفولاذ المنصهر إلى أوعية تنقية خاصة. وعلى سبيل المثال، يصب الفولاذ المنصهر في وعاء كمثري الشكل مجهز بقصبات في قاعه السفلي. ويضخ في هذه القصبات مزيج من الأرجون والأكسجين ليمر في الفولاذ المنصهر. وتساعد الغازات على إزالة الكربون الزائد في الفولاذ بدون أكسدة الكروم. ويستخدم صناع الفولاذ نظم خلخلة مختلفة لإزالة العناصر المذابة في الفولاذ المنصهر وبالتحديد عناصر الهيدروجين والأكسجين والكربون والنيتروجين.
وتوجد عدة أساليب تنقية معقدة ومكلفة. وتقوم هذه الأساليب على أساس إعادة صهر الفولاذ بعد أن يكون قد تجمد في صورة فلزية. وتساعد عمليات التنقية هذه على رفع درجة نقاء الفولاذ، كما أنها تعمل على تأكيد انتظام التركيب الكيميائي والبنائي لكامل الفولاذ المنتج، وبالتالي يصبح المنتج متجانس الخواص في جميع أجزائه. ولكن يعيب هذه الطرق تكلفتها العالية، لهذا فإن استخداماتها محدودة وتطبيقاتها مقتصرة على إنتاج كميات صغيرة من أنواع الفولاذ الخاص.
أساليب خاصة لعمليات التنقية:
يتطلب الفولاذ المصبوب من أفران التصنيع أحيانًا عمليات إضافية من التقنية والمعالجة، وقد يتطلب أيضًا عملية تسبيك. ويمكن في أبسط الحالات إزالة الأكسجين الزائد من الفولاذ المنصهر في مغرفة النقل بإضافة عناصر السليكون أو المنجنيز أو الألومنيوم. ولكن في بعض الحالات يتطلب الأمر عمليات خاصة قد تكون أكثر تعقيدًا. وفي هذه الحالات يتم نقل الفولاذ المنصهر إلى أوعية تنقية خاصة. وعلى سبيل المثال، يصب الفولاذ المنصهر في وعاء كمثري الشكل مجهز بقصبات في قاعه السفلي. ويضخ في هذه القصبات مزيج من الأرجون والأكسجين ليمر في الفولاذ المنصهر. وتساعد الغازات على إزالة الكربون الزائد في الفولاذ بدون أكسدة الكروم. ويستخدم صناع الفولاذ نظم خلخلة مختلفة لإزالة العناصر المذابة في الفولاذ المنصهر وبالتحديد عناصر الهيدروجين والأكسجين والكربون والنيتروجين.وتوجد عدة أساليب تنقية معقدة ومكلفة. وتقوم هذه الأساليب على أساس إعادة صهر الفولاذ بعد أن يكون قد تجمد في صورة فلزية. وتساعد عمليات التنقية هذه على رفع درجة نقاء الفولاذ، كما أنها تعمل على تأكيد انتظام التركيب الكيميائي والبنائي لكامل الفولاذ المنتج، وبالتالي يصبح المنتج متجانس الخواص في جميع أجزائه. ولكن يعيب هذه الطرق تكلفتها العالية، لهذا فإن استخداماتها محدودة وتطبيقاتها مقتصرة على إنتاج كميات صغيرة من أنواع الفولاذ الخاص.
تشكيل الفولاذ وتشطيبه
 |
تشكيل وتشطيب الفولاذ |
ويتم التحكم في عمليات تشكيل الفولاذ وتجهيزه بدقة وعناية كبيرتين، من فوق منصات مرتفعة في وحدات التشكيل. ويتوفر في مصانع الفولاذ معامل اختبارات لاختبار نوعية الإنتاج والتأكد من جودته النوعية.
 |
صب الفولاذ إلى مصبوبات يصب الفولاذ المنصهر إلى كتل تعرف باسم الصبات بدفق الفولاذ من مغرفة الصب إلى قوالب مصنوعة من الحديد الزهر (إلى اليمين) وبعد تجمد الفولاذ تقوم ملاقيط ضخمة بإزالة القوالب. وتنقل الكتل المصبوبة عندئذ إلى موقع تشريب (إلى اليسار) حيث تُسخَّن الصبات إلى درجة حرارة حوالي 1,200م. |
سبك الصبات:
يُصب معظم الفولاذ المنصهر الناتج من أفران إنتاج الفولاذ في صورة كتل يطلق عليها الصبات. وتختلف أحجام الصبات إلى حد بعيد اعتمادًا على نوع الفولاذ ونوع المنتج النهائي المطلوب. ففي حين لا يزيد وزن صبات فولاذ العُدَد عن عدة مئات من الكيلو جرامات، يصل وزن بعض الصبات الضخمة من الفولاذ إلى حوالي 270 طنًا متريًا. وتستخدم الصبات الضخمة لصناعة أجزاء الماكينات الصناعية. وفي غالب الأحوال يتراوح وزن الصبات من طنين إلى 35 طنًا متريًا.ويقوم عمال سبك الصبات بصب الفولاذ المنصهر من مغرفة الصب إلى قوالب السبك المصنعة من الحديد الزهر. وتكون معظم هذه القوالب مستطيلة الشكل، وتتناقص أبعادها تدريجيا عند أحد الأطراف لكنها تكون مفتوحة الطرفين. وتوضع قوالب الصب على عربات سكك حديدية خاصة حيث يصب فيها الفولاذ المنصهر من أعلى، وبعد تجمد الفولاذ يتم رفع قوالب الصب باستخدام ملقاط ضخم، حيث تمسك كلتا يديه جانبي القالب. وتنقل الصبات بعدئذ إلى حفر ساخنة معروفة باسم حفر التشريب الحراري. وتظل الصبات في هذه الحفر حتى تصل درجة الحرارة، بصورة منتظمة خلال كامل المقطع إلى حوالي 1200°م.
وتنقل الصبات الساخنة إلى وحدات التخشين. ووحدات التخشين آلات تعصر فيها الصبات الساخنة بين دلافين ثقيلة حيث تحول إلى أشكال أرق وأطول. وفي العادة تنتج وحدات التخشين ثلاث صور من الفولاذ شبه المنجز: 1- النورات 2- الكتل المدلفنة 3- الألواح. وتتميز النورات بمقطعها السطحي المربع، بينما تكون الألواح مستطيلة المقطع. أما الكتل المدلفنة فهي ذات مقطع مربع شبيه بالنورات، ولكن مساحة مقطعها السطحي أصغر. ومعظم الكتل المدلفنة أطوالها أكبر كثيرًا من النورات.
صب الجديلة:
تنتج عمليات صب الجديلة بصورة مباشرة من الفولاذ المنصهر نورات أو كتلاً مدلفنة أو ألواحًا. وتساعد آلات صب الجدائل صناع الفولاذ في تجنب ضياع الوقت في عمليات الصب ثم التسخين وبعد ذلك عمليات الدلفنة التي تليها.وفي عمليات صب الجدائل يقوم العمال بصب الفولاذ المنصهر في مسكبة (وعاء تنظيم السريان)، عند قمة الماكينة. وينساب الفولاذ بمعدل مُتحكَّم فيه إلى القالب الذي يشكل الفولاذ على النحو المطلوب. ويبرد الفولاذ أثناء انسيابه بسرعة، باستخدام الماء البارد الذي يؤدي إلى تجمده بينما هو مستمرّ في حركته خلال المصب. وبمجرد ابتعاد الفولاذ عن المصب يقطع إلى الأبعاد المطلوبة باستعمال مشعل متحرك.
الدلفنة:
أكثر طرق التشكيل استخدامًا في الحصول على الأشكال المطلوبة من منتجات الفولاذ. وفي عملية الدلفنة تمرر الكتل المدلفنة أو النورات أو الألواح بين دلافين ثقيلة، وذلك لضغطها إلى الأحجام والأشكال المطلوبة. ومن الأشكال المنتجة بأسلوب الدلفنة : 1- الصفائح والشرائح، 2- القضبان 3- الألواح.الصفائح والشرائح. منتجات مسطحة يكون سمكها في الغالب أقل من ستة ملم. والشريحة أقل كثيرًا في عرضها من الصفيحة، حيث يصل عرضها إلى 250 سم. وتعد الصفائح والشرائح من أكثر أشكال منتجات صناعة الفولاذ.
وينتج صناع الفولاذ معظم الصفائح والشرائح في صورة لفات كبيرة بحيث يمكن للمستهلك أن يقطّعها إلى الأبعاد التي يرغب فيها. ولكن بجانب إنتاج اللفات، فإن بعض المصانع تنتج الصفائح والشرائح بأطوال محددة. وتستخدم معظم الصفائح والشرائح أساسًا في صناعة هياكل السيارات. ولكن هناك أيضًا آلاف المنتجات التي تستخدم في صنعها صفائح وشرائح الفولاذ.
وتنتج آلات معروفة باسم وحدات الدلفنة على الساخن، الصفائح والشرائح من الألواح والكتل المدلفنة. وتعرف هذه العملية باسم الدلفنة على الساخن، لأن الفولاذ يعاد تسخينه قبل إجراء الدلفنة إلى درجة حرارة عالية تصل إلى حوالي1,200°م. وتوجد في وحدات الدلفنة الساخنة العديد من أطقم المدلفنات التي يطلق عليها حوامل الدلفنة، وترتب هذه الأطقم في خط إنتاج طويل. وفي كل حامل دلفنة تقترب المدلفنات من بعضها أكثر من المدلفنات السابقة لها، أي يقل سمك المنتج. ونتيجة لذلك فإن الفولاذ يُضغط إلى مقاطع أقل سمكًا أثناء مرورها خلال وحدة الدلفنة على الساخن. ونتيجة لإنقاص سمك المادة يزداد طولها.
 |
الصبابات، مثل صبابة الألواح في مصنع الفولاذ بورت كَمْبلا في نيوساوث ويلز بأستراليا. وهي تقوم بصب الفولاذ إلى الصورة المطلوبة. |
وبعد تبريد ملفات الفولاذ المنتجة يمكن شحنها مباشرة إلى المستهلك، كما يمكن أيضًا إجراء بعض العمليات الأخرى عليها. وفي كثير من الأحيان تجري على الصفائح والشرائح المدلفنة على الساخن، عملية تخليل ثم عملية دلفنة على البارد. وتجري عملية التخليل بإمرار الفولاذ في أحواض ضخمة محتوية على الحمض. وتهدف عملية التخليل إلى إزالة قشور الأكاسيد المتكونة أثناء عملية الدلفنة على الساخن. وفي وحدات الدلفنة على البارد يمرر الفولاذ سريعًا عند درجات حرارة الغرفة خلال سلسلة من حوامل الدلافين، ثم يعاد لفها في صورة لفات ضخمة. وتؤدي عملية الدلفنة على البارد إلى زيادة قدرة المنتج على المط والتشكل بدون أية خدوش .كما أنها تساعد في ترقيق سمك الفولاذ وجعل سطحه أكثر نعومة.
 |
منتجات حديدية، مثل هذه القضبان، تُصنع في ويلا جنوبي أستراليا. |
ألألواح. وهي منتجات سطحية مستوية يزيد سمكها على 6,4ملم. وتستخدم ألواح الفولاذ المنتجة في صناعة السفن والجسور وأيضًا في صناعة الكثير من المعدات والأجهزة الصناعية والعلمية. وتصنع معظم الألواح في وحدات الفولاذ بدلفنته. ولكن في بعض الأحيان تنتج الألواح من الدلفنة المباشرة للصبات. ويطلق على آلات إنتاج الألواح اسم وحدة عكس الحركة. وفي هذه الوحدات يمرر الفولاذ الساخن للأمام، ثم يعاد للخلف خلال مدلفنات مثبتة في وحدة مدلفنات أحادية. وفي كل مرة يمرر فيها اللوح للأمام أو الخلف تقلل المسافة بين مدلفنات حتى تصل الألواح إلى السمك المطلوب. وتصنع بعض أنواع الألواح في وحدات الدلفنة المستمرة، مثلها في ذلك مثل وحدات إنتاج الصفائح والشرائح.
التشكيل بالحدادة:
في هذه العملية يقوم صناع الفولاذ بتسخين الصبات أو الكتل ثم يجري طرقها وكبسها إلى الشكل المطلوب. وتصنع كثير من المنتجات وبخاصة تلك التي تتطلب مقاومة عالية للإجهاد، بهذا الأسلوب. وينتج عن عملية التشكيل بالطرق، تغيير التركيب البنائي الداخلي للفولاذ الذي يؤدي بدوره إلى رفع المقاومة الميكانيكية للمنتج. ويجري التشكيل بالطَّرْق عند الحاجة إلى منتجات ذات مقاومة ميكانيكية عالية. ويصل وزن أكبر مطارق التشكيل إلى عدة مئات من الأطنان.التشكيل بالبثق:
تقوم هذه الطريقة على أساس كبس الفولاذ الساخن خلال فتحة في قالب معين. ويوجد عند أحد الأطراف أسطوانة مثبت بها مدك لدفع الفولاذ خلال لقمة عند الطرف الآخر. ويستخدم الزجاج المنصهر كمادة تزليق لمساعدة الفولاذ الساخن في الانزلاق خلال اللقمة. ويخرج الفولاذ من هذا الطرف مشكلاً في صورة فتحة اللقمة أو القالب. وتستخدم شركات الفولاذ التشكيل بالبثق لصناعة الأنابيب غير الملحومة.أساليب التشكيل الأخرى:
تستخدم عدة أساليب أخرى مختلفة عن الأساليب سابقة الذكر، وبخاصة في تشكيل منتجات صغيرة الحجم متعددة الأشكال. ومن هذه الأساليب استخدام الآلات الأوتوماتية في عمليات الصك أو الطرق أو الكبس، لإنتاج المسامير والمسامير الملولبة (القلاووظ) والعُدَد. وتصنع الأسلاك بسحب قضبان الفولاذ خلال سلسلة من لقم التشكيل الآخذة في الصغر مع استمرار عملية السحب.التجهيز:
تُجرى على كثير من أنواع الفولاذ عمليات إنجاز خاصة أو عمليات تغليف. فعلى سبيل المثال، تمر بعض أنواع الفولاذ المقاوم للصدأ بمراحل خاصة من التجليخ والصقل. وأهم عمليات التغليف: 1- الجلفنة 2- التصفيح الكهربائي.الجلفنة. . هي تغطية سطح الفولاذ بطبقة رقيقة من فلز الخارصين. وتعمل طبقة الخارصين المغلفة على تحسين مقاومة الفولاذ للتآكل. وتجري في كل عام عمليات الجلفنة على ملايين الأطنان من ألواح الفولاذ التي تُستخدم بكثرة في العديد من المنتجات، مثل مسالك التسخين وصهاريج التخزين، ويطلق على أكثر أساليب الجلفنة استخدامًا مصطلح الغمس في الفلز المنصهر، وهي تبدأ بمعالجة لفات ألواح الفولاذ. تجري أولاً عملية التلدين (التسخين ثم التبريد ببطء)، وذلك بهدف الحصول على منتجات أكثر قابلية للانثناء. وبعد التلدين يحمل الفولاذ بالمدلفنات إلى وعاء به خارصين منصهر، ثم يمرر الفولاذ بعد ذلك في برج تبريد حيث تتجمد طبقة الخارصين المغلفة. ويلف المنتج المنجز إلى لفات أو يقطع في صورة ألواح.
الطلاء بالكهرباء. ويتم بإضافة مادة فلزية أخرى على سطح الفولاذ باستخدام تيار كهربائي. وتستخدم شركات الفولاذ الطلاء بالكهرباء في إنتاج كميات ضخمة من الصاج المطلي بالقصدير الذي تصنع منه العلب المقصدرة. أما الفولاذ الذي يجري طلاؤه كهربائيًا بالكروم، فيطلق عليه الفولاذ غير المقصدر. ويمكن استخدام الفولاذ المطلي بالكروم بدلاً عن الفولاذ المقصدر، في تصنيع العلب وأوعية أخرى.
صناعة الفولاذ
تحتل صناعة الفولاذ مرتبة مهمة ومتقدمة جدًا بين الصناعات العالمية. وتؤدي منتجات الفولاذ دورًا أساسيًا في معظم الأنشطة الاقتصادية بما فيها التصنيع والتعدين والإنشاءات والمواصلات والنقل والزراعة. كما تعتمد القوات المسلحة في كل دول العالم على منتجات الفولاذ في معظم عملياتها. وكان الاتحاد السوفييتي (سابقًا) ينتج أكبر كمية من الفولاذ في العالم، تليه اليابان، وتأتي الولايات المتحدة الأمريكية في المرتبة الثالثة.
وفي بعض الدول تمتلك الدولة صناعة الفولاذ، وهو ما يعرف باسم القطاع العام، وفي بعض الدول الأخرى تكون الصناعة ملكًا للقطاع الخاص حيث تديره وتصنعه عدد من الشركات المتخصصة. وفي بعض الدول تكون صناعة الفولاذ ملكية مشتركة بين القطاع العام والقطاع الخاص. ولا تترك الدول صناعة الفولاذ بدون إشراف نظرًا لأهمية الصناعة وخطورتها على اقتصادياتها. وفي الدول التي تكون صناعة الفولاذ فيها ملكًا كاملاً للقطاع الخاص تؤدي الدولة دورًا مهمًا وأساسيًا في تنظيم هذه الصناعة.
وتتراوح أحجام وحدات تصنيع الفولاذ بدرجة كبيرة بين مصانع كبيرة متكاملة ووحدات صغيرة. والمصانع الكبيرة لتصنيع الفولاذ هي التي يتوفر فيها مدى واسع من المعدات والأجهزة، وبكميات كبيرة، كما يوجد لديها أفران الكوك والأفران العالية لاستخلاص حديد التمساح وأفران تصنيع وإنتاج الفولاذ، وكذلك وحدات الدلفنة. ويتراوح إنتاج معظم هذه المصانع من مليون طن إلى عشرة ملايين طن متري من الفولاذ سنويًا. أما المصانع الصغيرة لإنتاج الفولاذ فتتكون في غالب الأحوال من فرن كهربائي لصهر الخردة ووحدة لإنتاج قضبان الفولاذ. ويكون إنتاج هذه المصانع أقل من 100,000طن متري من الفولاذ سنويًا.
وتعمل في صناعة الفولاذ أعداد كبيرة من الأيدي العاملة، وذلك على الرغم من أن التقدم الكبير في تقنية صناعة الفولاذ، أدى إلى تقلص كبير في عدد العاملين في هذه الصناعة، نظرًا لاستخدام التقنيات الحديثة في إنتاج وتصنيع الفولاذ، حيث تم استبدال الكثير من العمال بالآلات. ويعمل معظم العاملين في صناعة الفولاذ في الإنتاج والصيانة. أما البقية فهم مهنيون وإداريون وقائمون بالأعمال الإدارية والكتابية. وتقدم مصانع الفولاذ فرص عمل ممتازة للكيميائيين وللمهندسين وللفنيين ومهندسي الفلزات، (الخبراء في علوم الفلزات). كما يعمل في شركات صناعة الفولاذ عدد كبير من موظفي المبيعات.
وقد كان العمل في وحدات إنتاج الفولاذ قديمة الطراز غير محبب إلى النفوس، وكان العمل بها تكتنفه المخاطر. ولازالت بعض هذه الوحدات موجودة في بعض دول العالم. ولقد ساعدت التشريعات الحكومية في كثير من الأقطار على حماية صحة العاملين في صناعة الفولاذ، واهتمت بسلامتهم، كما ساهمت بعض الاتحادات العمالية والتنظيمات النقابية في رفع أجور العاملين وتحسين ظروف العمل إلى حد بعيد.
وتؤثِّر أفران صناعة الفولاذ على حياة الناس القريبين من هذه الأفران، وبخاصة الذين يعملون فيها. وتؤدي مخلفات صناعة الفولاذ إلى تلوث الهواء ومصادر الماء والأنهار الجارية. وقد سنّت كثير من الدول المتطورة صناعيًا الكثير من القوانين ومارست الضغط على منتجي الفولاذ حتى يقللوا من تلويث البيئة وتخفيض ذلك إلى أدنى حد ممكن.
 |
مراكز تصنيع الفولاذ و ترسباته |
الدول الرئيسية في إنتاج الفولاذ:
يأتي ترتيب الدول الرئيسية في إنتاج الفولاذ كما يلي: كان الاتحاد السوفييتي (سابقًا) في الطليعة حتى عام 1991م عندما تفكك إلى دول مستقلة. ثم اليابان في المركز الثاني، واحتلت الولايات المتحدة الأمريكية المركز الثالث. ولقد تبوأ الاتحاد السوفييتي المركز الأول في إنتاج الفولاذ منذ منتصف سبعينيات القرن العشرين. وفي الوقت الراهن فإن الصين تأتي في الطليعة وتليها الولايات المتحدة الأمريكية ثم اليابان في المركز الثالث ثم روسيا في المركز الرابع فألمانيا وكوريا الجنوبية. وكانت دول الاتحاد السوفييتي السابق قد استمرت في زيادة إنتاجها من الفولاذ كما أنها عملت جاهدة على تحسين نوعية الفولاذ المنتج بإقامة الأفران الكهربائية، وأفران الأكسجين القاعدية ووحدات الجديلة. وتعد جمهورية أوكرانيا أهم منطقة منتجة للحديد والفولاذ بين جمهوريات دول الاتحاد السوفييتي (سابقًا)، إذ تحتل المرتبة السابعة بين الدول الرائدة في إنتاج الفولاذ.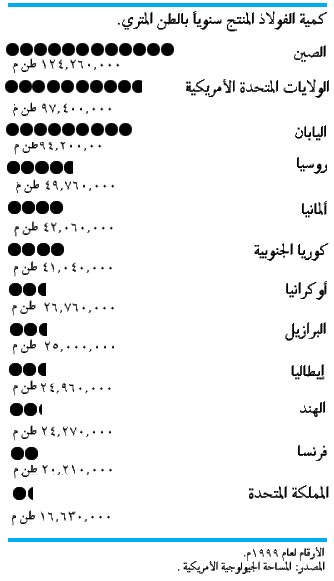 |
الدول الرائدة في انتاج الفولاذ |
وتصل قدرة الولايات المتحدة على إنتاج الفولاذ إلى حوالي 118 مليون طن متري سنويًا. ولكن مستوى الإنتاج غير ثابت، فهو متذبذب طبقًا للظروف الاقتصادية المحلية في الولايات المتحدة الأمريكية من ركود أو انتعاش اقتصادي. ويزداد الطلب على الفولاذ عند زيادة معدلات الإنشاء والتصنيع في حالة الانتعاش والنمو الاقتصادي، بينما يقل الطلب على الفولاذ في حالة الركود الاقتصادي، حيث تتدنى معدلات الإنشاء والتعمير التي تنعكس سلبًا على معدل إنتاج الفولاذ. ولقد بلغ إنتاج الفولاذ في الولايات المتحدة الأمريكية في منتصف التسعينيات من القرن العشرين 90 مليون طن متري سنويًا.
تنتج خمس ولايات أمريكية أكثر من ثلثي الإنتاج القومي الأمريكي من الفولاذ، وهذه الولايات، مرتبة طبقًا لأعلى كمية من إنتاج الفولاذ، هي: إنديانا وأوهايو وبنسلفانيا وميتشيجان وإلينوي. وتمد جميع شركات الفولاذ الأمريكية مصانعها بالفحم الحجري اللازم لصناعة الكوك إلا أنها تستورد حوالي ثلث حاجتها من خام الحديد من كندا، وعدد من الدول الإفريقية، وبعض دول أمريكا الجنوبية. كما تستورد شركات الفولاذ الأمريكية أيضًا العناصر السبائكية المهمة مثل الكروم والكوبالت والمنجنيز من دول مختلفة من العالم.
بعض الدول الأخرى:
في بداية التسعينيات من القرن العشرين ارتفع موقع الصين في ترتيب الدول المنتجة للفولاذ لتحتل المرتبة الرابعة، ثم الثانية عام 1994م، ثم الأولى عام 1999م. وينتج معظم الفولاذ في الصين في الجزء الشرقي من الدولة. وتحتل ألمانيا المركز الخامس في ترتيب الدول المنتجة للفولاذ، ويتركز معظم إنتاج الفولاذ في ألمانيا في منطقة الرور الصناعية. وتحتل الدول الأوروبية سبعة مراكز في ترتيب الدول العشر التالية للدول الخمس سابقة الذكر. ومن هذه الدول: إيطاليا وفرنسا وبولندا وتشيكوسلوفاكيا (سابقًا). وتأتي هذه الدول قبل بريطانيا التي كانت في يوم من الأيام الدولة القائدة والرائدة في صناعة الفولاذ رغم صناعة الفولاذ الضخمة القائمة في شمال شرق إنجلترا وجنوبي ويلز.وتشمل الدول الرئيسية في إنتاج الفولاذ خارج نطاق الدول الأوروبية كلاًّ من البرازيل وكوريا الجنوبية وكندا. ويعمل في شركات الفولاذ الكندية حوالي 50,000 عامل، وتنتج كندا حوالي 14 مليون طنٍّ متري من الفولاذ سنويًا. ويقع المركز الرئيسي لإنتاج الفولاذ في كندا في جنوب شرقي أونتاريو. وتتوافر في كندا كميات ضخمة من خام الحديد الغني والفحم الحجري، وكذلك بعض المواد الأولية الأخرى. وقد ساعدت هذه المصادر في احتفاظ كندا بصناعة فولاذ قوية. إلا أن كلا من البرازيل وكوريا الجنوبية قد تفوقتا في إنتاجهما من الفولاذ على كندا منذ منتصف الثمانينيات من القرن العشرين. وتوجد بعض الدول الأخرى المنتجة للفولاذ، وإن كان إنتاجها لا يقارن على الإطلاق بالدول سابقة الذكر. وترتب تلك الدول طبقًا لإنتاجها من الفولاذ على النحو التالي: بلجيكا وجنوب إفريقيا وكوريا الشمالية والمكسيك وأستراليا. وقد بدأت صناعة الحديد والفولاذ في العالم العربي منذ منتصف الخمسينيات من القرن العشرين، حيث تأسس أول مصنع في حلوان بمصر. وبعد عدة سنوات شرعت دول عربية أخرى في افتتاح مصانع للحديد والصلب منها السعودية والمغرب وسوريا والجزائر والعراق. ومعظم المنتج لايكاد يكفي الاستهلاك المحلي، إذ تشهد أغلب الدول مشروعات تعمير وإسكان كبيرة.
نبذة تاريخية
العصر الحديدي:
تحصّل إنسان ما قبل التاريخ على الحديد من النيازك، ومن ثَمّ استخدمه في صناعة العُدَد والأسلحة ومكونات أخرى. وكلمة حديد تعني في العديد من اللغات القديمة فلز من السماء. وهذا متفق مع قوله تعالى: ﴿وأنزلنا الحديد فيه بأس شديد ومنافع للناس﴾ الحديد :25 ولقد استخدم حديد النيازك في فترات قديمة جدًا يعتقد أنها تصل إلى أربعة آلاف عام قبل الميلاد. ولكن لا توجد أي أدلة مؤكدة تبين بداية استخدام الحديد المستخلص بالصهر والاختزال من الخامات الأرضية، أو تشير إلى المكان الذي بدأ استخلاص الحديد فيه لأول مرة.ويُعتقد أن الحيثيين هم أول من عرف الحديد بكميات ضخمة. وقد عاشوا فيما يعرف الآن باسم تركيا. وفي عام 1400 ق.م. اكتشف الحيثيون كيفية تصنيع الحديد وأساليب تصليد العُدد والأسلحة الحديدية. وحول هذه الفترة نفسها تقريبًا طوّر سكان كل من الصين والهند طرقًا وأساليب لاستخلاص الحديد. وعندما وصل العالم إلى القرن العاشر قبل الميلاد كانت معظم الحضارات القديمة حينذاك قد توصلت إلى تقنيات تصنيع الحديد، وهكذا بدأ العصر الحديدي. ★ تَصَفح: العصر الحديدي .
اتسمت أفران استخلاص الحديد الأولية بالضحالة وعدم العمق. وكانت مجمراتها تشبه الطبق، وكان يتم تسخين خام الحديد مع الفحم النباتي في مجمرة الفرن. وبعد مرور عدة ساعات على بدء التسخين يفقد خام الحديد أكسجينه إلى الكربون الساخن المحيط به، ويتحول الخام إلى فلز الحديد في صورة لامعة. ولم يكن يُستخدم فلز الحديد الناتج مباشرة، ولكن يعاد تسخينه مرارًا وفي كل مرة يتم طرقه للتخلص من بقية الشوائب القصيفة الصلدة. وتمكن صُنَّاع الحديد نحو عام 1200م من إعادة تسخين وتشكيل وتبريد الحديد المستخلص لإنتاج وتصنيع الحديد المطاوع. وقد كانت خواص الحديد المطاوع الناتج تشبه إلى حد بعيد خواص الفولاذ الكربوني المنتج في العصور الحديثة.
وسرعان ما تعلم صناع الحديد أن نفث الهواء خلال قصبات أو ودنات إلى الفرن، ترفع إلى حد كبير درجة الحرارة، وكان لذلك الاكتشاف أثره الكبير في تحسين نوعية الحديد المنتج. وفيما بعد استخدم صنّاع الحديد أداة أو جهازًا أطلق عليه الكير يقوم بدفع الهواء خلال القصبات إلى الفرن. وتمكن صناع الحديد نحو عام 700م في منطقة قطالونيا ـ وهي تقع الآن في شمال شرقي أسبانيا ـ من التوصل إلى أفضل صورة لمجمرة فرن استخلاص الحديد. وعرف ذلك الفرن عندئذ باسم كوركتلان، وكان الهواء يضغط عند قاعدة الفرن ويدفع إلى الداخل باستخدام الطاقة المائية. وبلغت طاقة إنتاج كوركتلان حوالي 160كجم من الحديد المليف كل خمس ساعات. وهذا الإنتاج أكبر بكثير من إنتاج الأفران السابقة.
حضّر يعقوب بن إسحاق الكندي (ت 260هـ، 873م) أنواعًا من الحديد الفولاذ بأسلوب المزج والصهر، فقد مزج كمية من الحديد المطاوع، وكان يسمى الزماهن، وكمية أخرى من الحديد الصلب (الشبرقان) وصهرهما معًا ثم سخنهما إلى درجة حرارة معلومة بحيث نتج عن ذلك حديد يحتوي على نسبة من الكربون تتراوح بين 0,5 و 1,5%. وعندما تحدث ابن سينا (ت 428هـ، 1037م) عن النيازك قسمها إلى نوعين حجري، و حديدي وهو نفس التقسيم المتبع في الوقت الراهن.
★ تَصَفح: العلوم عند العرب والمسلمين (الكيمياء: رواد الكيمياء وأهم مؤلفاتهم).
أما في أوروبا لم تتطور طرق وأساليب تشكيل الحديد المنصهر في صورة منتجات استهلاكية مناسبة بصورة مرضية حتى حلول عام 1500م. وفي بداية القرن الثامن عشر الميلادي بدأ صناع الحديد البريطانيون في استخدام الكوك بدلاً من الفحم النباتي في الأفران العالية نظرًا لنقص الأخشاب، وهي المصدر الأساسي للفحم النباتي.
يُعد أبراهام داربي أول من تمكن من تكويك الفحم الحجري وإنتاج الكوك، ومن ثَمّ استخدم الكوك في إنتاج الحديد عام 1709م في بلدة كولبروكديل في مقاطعة شروبشاير في إنجلترا. وفي أواخر القرن الثامن عشر تمكن كل من ابن أبراهام داربي وحفيده من تحسين أسلوب التكويك الذي بدأه رب الأسرة. وقد أدت أعمال هذه العائلة إلى قيام الثورة الصناعية التي بدأت في بريطانيا بإنتاج الحديد الزهر ومن ثم استخدامه في المباني والآلات. وقد نقل المهاجرون الأوروبيون هذه الصناعات ونشروها بعد ذلك في أرجاء العالم.
أول إنتاج من الفولاذ:
أُنتجت أول كمية من الفولاذ في العصر الحديدي، ولو أن الكمية المنتجة كانت صغيرة. وعلى سبيل المثال فقد صنع مواطنو منطقة هيا التي تقع في شرق السودان الفولاذ في أفران أسطوانية خاصة. كما صنعت في الهند نحو عام 300 قبل الميلاد كتل ضخمة من الحديد الإسفنجي التي أعيد تشكيلها ثم تسخينـها لإنتـاج مايسـمى بفولاذ ووتز. ومع بداية القــرن الخامس الميلادي تمكن الصينيون أيضًا من إنتاج الفولاذ.وفي العصور الوسطى أنتج الأوروبيون كميات صغيرة من الفولاذ، لكن الكميات كانت شحيحة بدرجة كبيرة إضافة إلى ارتفاع التكلفة. وفي عام 1740م تمكن صانع ساعات بريطاني يدعى بنجامين هونتسمان من اختراع أسلوب البوتقة لصناعة الفولاذ، وهي تشبه إلى حد بعيد الأسلوب الذي كان متبعًا في إنتاج فولاذ ووتز. وقام هونتسمان بإعادة صهر وتنقية قضبان من الحديد المطاوع عالية النوعية في بواتق (مراجل صهر). وكانت طريقة هونتسمان لإنتاج الفولاذ بطيئة، وتتطلب قدرًا كبيرًا من العمل الشاق، إضافة إلى أن أضخم البواتق لا يمكنها إنتاج أكثر من 45كجم من الفولاذ في المرة الواحدة.
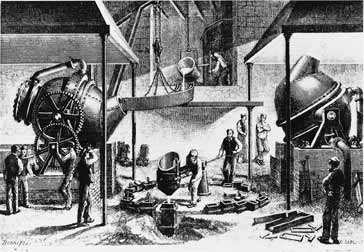 |
طريقة بِسْمر لتصنيع الفولاذ كانت الأسلوب الأساسي لصنع الفولاذ في نهاية القرن التاسع عشر الميلادي. وتوضح الصورة وحدة لإنتاج الفولاذ، وفيها يقوم العمال بشحن الحديد المنصهر إلى محول بسمر، ثم يصبون الفولاذ المنصهر في قوالب. |
ميلاد صناعة الفولاذ الحديثة:
لم تطبق أولى الطرق الحديثة لإنتاج الفولاذ بكميات كبيرة وبتكلفة مقبولة إلا في منتصف القرن التاسع عشر. وعرفت هذه الطريقة باسم طريقة بسمر، وذلك على اسم مخترعها ومطورها هنري بسمر، وهو صانع فولاذ بريطاني. ولقد تمكن صانع حديد أمريكي اسمه وليم كيلي، في الفترة نفسها تقريبًا، من تطوير أسلوب مماثل لأسلوب بسمر في إنتاج الفولاذ دون علم بنتائج أبحاث بسمر. وعلى الرغم من نجاح كل من بسمر وكيلي في إنتاج الفولاذ، إلا أن جهودهما لم يكن ليكللها النجاح دون الاستفادة من اختراع روبرت موشيه الذي توصل إليه في عام 1857م. وموشيه عالم فلزات بريطاني، وجد أن إضافة سبيكة الحديد ـ الكربون ـ المنجنيز المعروفة باسم تماسيح الحديد المنجنيزي، أثناء عملية تنقية الحديد تساعد على إزالة الأكسجين وضبط مستوى الكربون في الفولاذ المنتج.قامت طريقة بسمر لتصنيع الفولاذ على صب حديد التمساح المنصهر الناتج من الفرن العالي في وعاء كمثري الشكل يعرف باسم المحول، ثم حقن الهواء في الحديد المنصهر من خلال قصبات مثبتة في قاع المحول. وبمجرد تلامس الهواء المدفوع في المحول مع الحديد المنصهر، فإن أكسجين الهواء يتفاعل بسرعة مع شوائب الحديد. وتؤدي تفاعلات الأكسجين مع الشوائب، بالإضافة إلى مفعول تماسيح الحديد المنجنيزي إلى تحويل حديد التمساح إلى فولاذ.
وقد تم تسجيل براءة اختراع تصنيع الفولاذ بأسلوب بسمر باسم مخترعها في بريطانيا عام 1860م. وفي عام 1870م بدأ إنتاج الفولاذ فعليًا بهذه الطريقة في جميع أنحاء أوروبا والولايات المتحدة الأمريكية.
ظهرت طريقة فرن المجمرة المكشوفة لإنتاج وتصنيع الفولاذ بعد انتشار طريقة بسمر مباشرة. ففي عام 1856م تمكن اثنان من العلماء، ألمانيّا المولد ولكنهما نشآ وعاشا في بريطانيا، هما الأخوان وليم وفريدريك سيمنز، من اختراع فرن إعادة توليد الغاز. ويستخدم هذا الفرن المخلفات الغازية لتسخين كل من الوقود والهواء قبل دخولهما إلى الفرن. وفي عام 1864م تمكن أخوان فرنسيان هما بيير وأميل مارتن، من تصنيع وإنتاج الفولاذ في فرن بناه مهندسو شركة سيمنز، ولهذا يطلق على أسلوب إنتاج الفولاذ بهذه الكيفية طريقة سيمنز ـ مارتن لتصنيع الفولاذ، وهي الطريقة التي عرفت بعد ذلك باسم فرن المجمرة المكشوفة. وقد تميزت طريقة المجمرة المكشوفة لإنتاج الفولاذ عن طريقة بسمر لإنتاج الفولاذ، بعدد من السمات أهمها إمكانية استخدامها لإنتاج الفولاذ من الخردة، بالإضافة إلى إمكانية التحكم بدرجة كبيرة في التركيب الكيميائي للفولاذ الناتج. ونتيجة لمميزات طريقة فرن المجمرة المكشوفة لإنتاج الفولاذ، فقد بدأ عدد وحدات محولات بسمر في التناقص منذ عام 1910م وأصبحت محدودة العدد، وإن ظلت الوحدات التي أنشئت قديمًا في الإنتاج حتى الستينيات من القرن العشرين.
وفي عام 1878م أثبت وليم سيمنز إمكانية إنتاج الفولاذ في فرن القوس الكهربائي. ونظرًا لأن كمية الكهرباء المتوفرة في ذلك الوقت كانت محدودة كما أنها كانت باهظة التكلفة، فلم يتم استخدام هذا الأسلوب لتصنيع الفولاذ بكميات تجارية في ذلك الوقت. وفي عام 1899م أنشأ بول هيرولت في فرنسا أول وحدة لإنتاج الفولاذ فعليًا بصورة تجارية من أفران القوس الكهربائي.
 |
التحكم في تلوث الهواء. يعد التحكم في تلوث الهواء من الأنشطة المهمة في وحدات تصنيع الفولاذ الحديثة. وحمولة الأتربة التي تحملها العربة الموضحة في الصورة أعلاه تمت إزالتها من المخلفات الغازية المنطلقة أثناء إنتاج الفولاذ |
نمو صناعة الفولاذ:
بعد ظهور طريقتي بسمر وفرن المجمرة المكشوفة لتصنيع وإنتاج الفولاذ، توسعت صناعة الفولاذ ونمت بسرعة كبيرة. ولأن بريطانيا كانت تمتلك ترسبات غنية من خام الحديد، فقد كانت أكبر دول العالم في صناعة الحديد والفولاذ، في منتصف القرن التاسع عشر، كما أنها كانت أكثر دول العالم في التقدم التقني في هذا المجال.ومع بداية الثمانينيات من القرن التاسع عشر وحتى الآن، بدأت بعض الدول الأخرى في الظهور في مجال بناء صناعة الفولاذ، حيث اكتشف الجيولوجيون في منتصف القرن التاسع عشر الميلادي ترسبات غنية من خامات الحديد في منطقة البحيرات العظمى في الولايات المتحدة الأمريكية. وأدى ذلك الاكتشاف إلى تطور ضخم في صناعة الفولاذ في الولايات المتحدة. وقد أنشأ أندرو كارنيجي في عام 1873م أول مصنع ضخم لإنتاج الفولاذ في الولايات المتحدة الأمريكية، كما بدأت كل من فرنسا وألمانيا وروسيا وبعض الدول الأوروبية الأخرى في بناء مصانع كبيرة لإنتاج الفولاذ. وبحلول بدايات القرن العشرين كانت كل من الولايات المتحدة الأمريكية وألمانيا تتصدران دول العالم المنتجة للفولاذ، وكان إنتاج كل دولة منهما أكثر من إنتاج بريطانيا.
وبحلول عام 1901م ظهرت دول أخرى منتجة للفولاذ في كل من آسيا والأمريكتين كما بدأت أستراليا عام 1915م في إنتاج الفولاذ.
 |
صب الجديلة تنتج عملية صب الجديلة فولاذًا خشنًا. ويجب إجراء بعض العمليات عليه للحصول على منتجات مفيدة، وأحيانًا يستعمل في صورته الأصلية دون أي معالجة. وفي هذه المرحلة يكون الفولاذ صلبًا على الرغم من أنه لا يزال متوهجًا. ويشكل الفولاذ في الموقع أو ينقل لأماكن أخرى حيث تجري عليه معالجات لاحقة. |
وأثناء الحرب العالمية الثانية (1939-1945م)، دُمِّرت معظم مصانع الفولاذ في العالم فيما عدا مصانع الولايات المتحدة الأمريكية. ونتيجة لذلك احتكرت شركات الفولاذ الأمريكية إنتاج الفولاذ وأسواقه في العالم كله لفترة بعد انتهاء الحرب العالمية الثانية. وعلى الرغم من ذلك فقد أعادت اليابان وأيضًا الكثير من الدول الأوروبية بناء مصانعها لإنتاج الفولاذ في الخمسينيات من القرن العشرين. وتميزت وحدات الفولاذ حديثة الإنشاء باستخدام أحدث التقنيات لإنتاج الفولاذ بما فيها أسلوب الأكسجين القاعدي واستخدام طريقة صبات الجديلة. ونتيجة تحديث مصانع الفولاذ التي أنشئت حديثًا تفوقت المصانع اليابانية ومصانع دول وسط أوروبا في نوعية وكمية الإنتاج على مصانع الفولاذ في الولايات المتحدة الأمريكية وبريطانيا اللتين استمرتا في استخدام الأساليب القديمة والمعدات متدنية الكفاءة.
وتقلصت صناعة الفولاذ في بريطانيا بصورة كبيرة على الرغم من أنها كانت الدولة المطورة لأساليب إنتاج الفولاذ والمصنعة له بكميات كبيرة قبل أي دولة أخرى في العالم. وتتحكم الحكومة البريطانية في هيئة الفولاذ البريطانية، والأخيرة هي المالك الأساسي لصناعة الفولاذ في بريطانيا. وقد أغلقت الهيئة في بداية الثمانينيات من القرن العشرين عددًا كبيرًا من المصانع الضخمة لإنتاج الفولاذ. وفي الفترة نفسها تقريبًا، فقدت بريطانيا أيضًا أفضل ترسبات خامات الحديد بعد استنزافها. وعلى الرغم من المصاعب التي تواجه صناعة الفولاذ في بريطانيا، إلا أن هيئة الفولاذ البريطانية بدأت في فترة الثمانينيات من القرن العشرين تحديث أساليب واستخدام أفضل التقنيات لإنتاج الفولاذ تمهيدًا لنقل ملكية صناعة الفولاذ إلى القطاع الخاص تحت اسم الفولاذ البريطاني. وعلى الرغم من كل هذه المصاعب إلا أن الفولاذ لا يزال يؤدي دورًا بالغ الأهمية ويمثل جزءًا مهمًا من حجم التجارة البريطانية.
 |
أجهزة التحكم بالحاسوب تقوم هذه الأجهزة بكثير من العمليات في وحدات تصنيع الفولاذ. في الصورة عاملان يلاحظان الحاسوب الذي يتحكم في فرن عال ضخم |
التطورات الحديثة في صناعة الفولاذ:
انخفض معدل إنتاج الفولاذ في الدول المتقدمة بشدة في السبعينيات من القرن العشرين نتيجة الكساد الاقتصادي العالمي في هذه الفترة. ورغم المصاعب التي واجهت إنتاج الفولاذ في الدول المتقدمة، إلا أن الإنتاج العالمي من الفولاذ استمر في الزيادة، ويرجع ذلك أساسًا إلى توسع الدول النامية في إقامة مصانع الفولاذ والتوسع في إنتاجه في كل من أمريكا الجنوبية وآسيا.وقبل منتصف الخمسينيات من القرن العشرين، كانت جميع الدول النامية في العالم تستورد جميع حاجاتها من الفولاذ من الولايات المتحدة الأمريكية ومن بعض الدول الصناعية الكبرى الأخرى. ولكن مع بداية خمسينيات القرن العشرين أنشأت كثير من الدول النامية مصانعها الخاصة لإنتاج ما تحتاجه من الفولاذ. ولقد أثر نمو صناعة الفولاذ بلا شك، على الدول النامية تأثيرًا كبيرًا، وبخاصة الدول التي تمتلك احتياطيًا كبيرًا من الغاز الطبيعي وخامات الحديد، ومن أمثلة ذلك المكسيك وفنزويلا ومصر. فقد أقامت الدول التي تمتلك احتياطيًا كبيرًا من الغاز الطبيعي وخامات الحديد الغنية مصانع لإنتاج الحديد بطرق الاختزال المباشر، ومن ثَمّ أنتجت الفولاذ من ذلك الحديد باستخدام أفران القوس الكهربائي. وحتى الدول الفقيرة التي لاتمتلك خامات حديد، ساهمت حكوماتها في إنشاء مصانع حديثة لإنتاج الفولاذ.
وتميزت مصانع الفولاذ التي أُنشئت في الثمانينيات من القرن العشرين بالآلية التامة كما أنها مجهزة بمعدات ذات إنتاجية عالية تتحكم في تشغيلها مختلف أنواع الحواسيب الآلية. وقد جاء تطوير المعدات الحديثة المتقدمة المستخدمة في مصانع الفولاذ نتيجة للتزاوج بين كفاءة علماء الفلزات والمهندسين والمتخصصين في الأجهزة، ومبرمجي الحاسوب. كما عمل الباحثون في صناعة الفولاذ على تطوير طرق جديدة واستنباط أساليب حديثة لتحويل الفحم الحجري إلى كوك. ويأمل الباحثون أيضًا أن تثمر جهودهم للتوصل إلى أساليب جديدة للاختزال المباشر وتطوير طرق تؤدي إلى استخدام الفحم الحجري في إنتاج غاز الاختزال حتى يصبح الفحم بديلاً عن الغاز الطبيعي. وبالإضافة إلى هذه الجهود مازال العلماء والمهندسون مستمرين في جهودهم وأبحاثهم لتطوير طرق أفضل لصناعة الفولاذ واستنباط سبائك جديدة من الفولاذ.
إختبر معلوماتك :
- ما المواد الخام المستعملة في طريقة الفرن العالي ؟
- ما الذي يحدد الخواص الطبيعية لأي نوع من أنواع الحديد؟
- كيف تكونت أكبر خامات الحديد في العالم؟
- ما العنصر الأساسي في تكوين سبيكة الفولاذ غير القابلة للصدأ؟
- ما أسرع طريقة لصناعة الفولاذ من بين الطرق الثلاث المعروفة؟
- ما أكثر الطرق المعروفة لتشكيل الحديد؟
- ما ذا تعرف عن كيركتلان؟ ومتى وأين طورت هذه الطريقة؟
- مَن مِن العلماء العرب قسم النيازك إلى نوعين: حجري وحديدي؟