التنبيط ( Extrusion )
 |
التنبيط عملية إعطاء شكل معين لمادة صلبة مثل فلز بالضغط عليها من خلال فتحة في لقمة اللولب. يدفع المكبس في إحدى نهايتي أسطوانة تجاه كتلة صغيرة من قضيب فلزي ويبرز القضيب إلى الخارج من النهاية الأخرى للأسطوانة.. |
1- المباشرة أو الأمامية 2- غير المباشرة أو العكسية 3 - المتزنة.
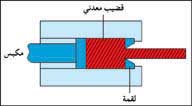
والطريقة المباشرة هي أوسع الطرق استعمالاً في التنبيط. في هذه العملية يندفع المكبس (الغاطس) ضد قطعة فلزية قصيرة، ويضغط المكبس على الفلز خلال قالب مفتوح في الطرف الآخر للأسطوانة. وتستعمل هذه القوة العظيمة لإخراج الفلز من الفتحة مثل معجون الأسنان من أنبوبته.
وتستعمل الطريقة غير المباشرة قالبًا وقطعة حديد مجوفة. فتُدفع قطعة حديد ضد نهاية الأسطوانة المغلقة، ويتم ضغط الفلز خارجًا من الأسطوانة خلال فتحة القالب والحديدة المجوفة.
والطريقة المتزنة تشبه الطريقة المباشرة غير أن سائلاً مثل زيت الخروع يحيط بقطعة الحديد. تدفع قطعة الحديد غير المجوفة السائل، فيدفع ضغط السائل الفلز خلال فتحة قطعة الحديد.
ومعظم عمليات التنبيط تشكل الفلز بعد أن يسخن. فالحرارة تزيد قدرة الفلز على التشكل. وتتراوح درجة حرارة قطع الحديد والقالب بين 204°م وأكثر من 2,204°م. وتكسى قطعة الحديد والقالب عادة بمزلق مثل الجرافيت أو الزجاج المصهور لمساعدة الفلز على التدفق بسهولة.
تُسمى عمليات التنبيط التي تشكِّل الفلز في درجة حرارة الغرفة عمليات التنبيط الباردة. وتوجد منها طريقتان وهما طريقة هوكر و الدمج. وطريقة هوكر عملية مباشرة. أما تنبيط الدمج فطريقة غير مباشرة، ويلزم ضغطٌ أكثر لتشكيل الفلز البارد عن الفلز الساخن، ولكن منتجات طريقة التنبيط البارد تكون عادة ذات قوة أكبر وصنف أجود وتشطيب سطح عالي الجودة.
★ تَصَفح أيضًا: الألومنيوم ؛ الحديد والفولاذ ؛ المطاط ؛ البلاستيك.